
لحام الجدول درجة الحرارة لأنابيب البولي بروبيلين
 أن الاتصالات مرتبة مصنوعة من المواد البلاستيكية، خدم طويل، من المهم جدا لتحديد بشكل صحيح درجة حرارة لحام عناصر البولي بروبيلين. عند تركيب خطوط أنابيب لخطوط أنابيب المياه والتدفئة على أساس البولي بروبلين فمن المهم جدا أن تحمل بدقة درجة الحرارة والوقت القيم اللازمة عند أنابيب اللحام. وفي حالة حدوث انحرافات عن المؤشرات الموصى بها، هناك خطر تلف مناطق التوصيل. وهناك عواقب سلبية أخرى لهذا قد تكون تفاقم تداول السائل من خلال الأنابيب.
أن الاتصالات مرتبة مصنوعة من المواد البلاستيكية، خدم طويل، من المهم جدا لتحديد بشكل صحيح درجة حرارة لحام عناصر البولي بروبيلين. عند تركيب خطوط أنابيب لخطوط أنابيب المياه والتدفئة على أساس البولي بروبلين فمن المهم جدا أن تحمل بدقة درجة الحرارة والوقت القيم اللازمة عند أنابيب اللحام. وفي حالة حدوث انحرافات عن المؤشرات الموصى بها، هناك خطر تلف مناطق التوصيل. وهناك عواقب سلبية أخرى لهذا قد تكون تفاقم تداول السائل من خلال الأنابيب.
 عند العمل مع الأنابيب قسم يصل إلى 63 ملم في معظم الأحيان يتم إيقاف الخيار عن طريق طريقة لحام، والتي تنطوي على استخدام عناصر مثل وصلات ومآخذ. ومن الجدير بالذكر أنه في كلتا الحالتين يكون من الضروري استخدام عنصر إضافي مثل وصلات. إذا تجاوزت العناصر انضم قطرها 63 ملم، ثم طريقة بعقب هو الأكثر استخداما.
عند العمل مع الأنابيب قسم يصل إلى 63 ملم في معظم الأحيان يتم إيقاف الخيار عن طريق طريقة لحام، والتي تنطوي على استخدام عناصر مثل وصلات ومآخذ. ومن الجدير بالذكر أنه في كلتا الحالتين يكون من الضروري استخدام عنصر إضافي مثل وصلات. إذا تجاوزت العناصر انضم قطرها 63 ملم، ثم طريقة بعقب هو الأكثر استخداما.
إذا كانت قيمة القطر لا يتجاوز 40 مم، ثم يتم ملحومة مثل هذه الأنابيب باستخدام وحدة محمولة لحام الكهربائية. إذا تجاوز المقطع العرضي للهيكل 49 مم، ثم يتم العمل على ربط العناصر بها باستخدام جهاز وجود بناء مركزية.
عند توصيل العناصر البوليمرية، يتم استخدام طريقة التسخين، نفذت بمساعدة مرفقات من التجميع الملحومة.
إذا تم إيقاف الاختيار على طريقة الجرس، فمن الضروري أولا الاضطلاع بالأنشطة التحضيرية:
 فمن الضروري أن تأخذ لحام كهربائي الذي أنابيب ملحومة سيتم ملحومة، ووضعه على سطح أملس. وعلاوة على ذلك في أنه من الضروري إصلاح سخانات إدراج من الحجم المناسب، وذلك باستخدام مفاتيح خاصة. وينبغي الحرص على ضمان أن الوحدة لديها المرفقات المناسبة قبل البدء في تسخينه؛
فمن الضروري أن تأخذ لحام كهربائي الذي أنابيب ملحومة سيتم ملحومة، ووضعه على سطح أملس. وعلاوة على ذلك في أنه من الضروري إصلاح سخانات إدراج من الحجم المناسب، وذلك باستخدام مفاتيح خاصة. وينبغي الحرص على ضمان أن الوحدة لديها المرفقات المناسبة قبل البدء في تسخينه؛- البدء في ضبط الجهاز عن طريق تحديد درجة الحرارة المناسبة لربط أنابيب البولي بروبيلين.
ويعتبر غير مرغوب فيه إذا، عند توصيل المنتجات الكهربائية، ودرجة الحرارة الخارجية لا يتوافق مع النظام الأمثل. وينبغي إيلاء اهتمام خاص لهذه اللحظة. إذا كان في الصيف وعلى الشارع هناك حرارة قوية، فمن الضروري للحد من الوقت التدفئة من المكونات. في الوضع المعاكس، عندما يتم خفض درجة حرارة الهواء الخارجي، فمن الضروري لتسخين العناصر المتصلة أطول من المعتاد. لتحديد درجة الحرارة المناسبة لأنابيب اللحام، من المهم أن تأخذ بعين الاعتبار كل الفروق الدقيقة.
يبدأ اللحام الأول بعد 5 دقائق من اللحظة التي تم فيها تشغيل وحدة اللحام للتدفئة. وفي الوقت نفسه، عندما تكتمل عملية اللحام التالية باستخدام آلة اللحام الكهربائي، من الضروري إزالة الجسيمات البلاستيكية من أسطح عملها.
تأثير درجة الحرارة على عملية اقتران أنابيب ب والتجهيزات
إذا كنا نتحدث عن ملامح اتصال أنابيب البولي بروبيلين، ثم الإجراء الإجباري، الذي يسبق لحام، هو تسخين العناصر لدرجة حرارة معينة. الامتثال لهذا الشرط يجعل من الممكن لإضفاء مرونة كافية على الجماهير البلاستيكية من العناصر للانضمام. بعد الانتهاء من العمل على لحام أنابيب البولي بروبيلين، يمكن للمرء أن يلاحظ ظاهرة مثل نشر جزيئات البولي بروبيلين. وبعبارة أخرى، فإن هيكل العناصر الملحومة يتغير على المستوى الجزيئي، وذلك بعد تصلب المواد، والجماهير البلاستيكية في منطقة مشتركة اكتساب روابط قوية.
إن نظام درجة الحرارة المختار هو أحد العوامل الرئيسية التي تعتمد عليها قوة الأسطح المتصلة من أنابيب البولي بروبلين. إذا كانت درجة حرارة التدفئة غير كافية، الأمر الذي يؤدي في كثير من الأحيان إلى حقيقة أنه أثناء عملية لحام فإنه ليس من الممكن لتوفير عملية نشر كافية. ونتيجة لذلك، فإن جزيئات الجسم من الأنابيب والتجهيزات ليست قادرة على الوصول إلى مناطق التزاوج، مما يؤثر سلبا على نوعية المفصل. تحت تأثير الأحمال، يتم تدمير اللحام أو بعد فترة قصيرة من الزمن هناك تسرب في هيكل المستخدمة.
إذا تم حظر العناصر المتصلة، ثم يمكنك مواجهة مع تشوه حرج من الجسم من العناصر. في ظل هذه الخلفية، تفقد الأجزاء الملحومة هندستها أو تدفق الأسطوانة المفرطة في القسم الداخلي يمكن أن تشكل. ونتيجة لهذا هو انخفاض في قطر الافتتاح الداخلي للمادة في قسم اللحام.
ملامح اختيار درجة الحرارة
 عند العمل مع أنابيب البولي بروبيلين، فمن المهم في منطقة لرسو السفن لتوفير التدفئة إلى مستوى 255-265 درجة مئوية. عند اختيار وضع درجة الحرارة، فمن الضروري أن تولي اهتماما لعدد من المعلمات إضافية:
عند العمل مع أنابيب البولي بروبيلين، فمن المهم في منطقة لرسو السفن لتوفير التدفئة إلى مستوى 255-265 درجة مئوية. عند اختيار وضع درجة الحرارة، فمن الضروري أن تولي اهتماما لعدد من المعلمات إضافية:
- قطر.
- درجة الحرارة المحيطة؛
- مدة التدفئة.
من الناحية العملية، من الممكن مراقبة الاعتماد المباشر بين قطر العناصر التي يتم توصيلها ومدة التدفئة.
وينبغي إيلاء اهتمام خاص لزيادة درجة حرارة الهواء الخارجي. ويرجع ذلك إلى حقيقة أنه أثناء أعمال التركيب، هناك بالضرورة فترات قصيرة المرتبطة بالحاجة إلى إزالة العناصر من وحدة لحام التدفئة وأداء اقتران اقتران. من أجل تقليل التأثير الناجم عن التبريد عند انخفاض درجات حرارة المنتج، فمن المستحسن أن تخضع هياكل البولي بروبيلين لتسخين لفترة أطول. كما ينبغي أن يتم اختيار الفاصل الزمني الموصى به 2-3 ثوان، وفي بعض الحالات يتم حل هذه المشكلة عن طريق الخبرة.
ومن الضروري أيضا أن نكون حذرين جدا عند اختيار وضع درجة الحرارة لجهاز التدفئة فوق 270 درجة مئوية على خلفية فترة تسخين قصيرة نسبيا. عندما لحام أنابيب البولي بروبلين مع هذه المعايير، وهناك خطر أن الطبقات العليا من المواد سوف الحارة حرفيا لدرجات حرارة عالية، وسوف لا تسخن الجسم الرئيسي بما فيه الكفاية. الالتحام في ظل هذه الظروف يمكن أن يؤدي إلى تشكيل فيلم شفافة رقيقة بشكل مفرط.
تعليمات التدفئة، وقيمة وقت التعرض
عند حل المشكلة مع المعلمات التدفئة من أنابيب البولي بروبيلين متصلة، فمن الضروري أن تولي اهتماما لأقطار من الأجزاء التي يمكن التعرف عليها من الجدول المقابل. واعتمادا على حجم أنابيب البولي بروبيلين، فمن الضروري تغيير الوقت التدفئة، وترك درجة الحرارة المحددة مسبقا على عنصر التدفئة دون تغيير. لضمان موثوقية عالية من المشترك اقتران، فمن الضروري مع مراعاة المعايير التالية:
- مدة التدفئة؛
- والوقت الذي يجب أن تكون ثابتة المشترك؛
- مدة وقفة، وبعد ذلك يسمح لها لمواصلة عملية لحام من العناصر المتصلة.
العوامل التي يمكن أن تؤثر على نوعية العمل
 من بين الفروق الدقيقة التي يجب أن تؤخذ في الاعتبار عند إنشاء مشترك ملحومة من أنابيب البولي بروبيلين، ينبغي إبراز الحاجة إلى جعل حزام لحام، والتي ينبغي أن يكون طول الأمثل. في معظم الأحيان لديها نفس الحجم كما عمق الفتحات اسطوانية, والتي تستخدم على عنصر التدفئة من معدات اللحام. لضمان حجم المطلوبة من المشترك، فمن الضروري لإصلاح بقوة أنابيب البولي بروبيلين على الجسم من العنصر.
من بين الفروق الدقيقة التي يجب أن تؤخذ في الاعتبار عند إنشاء مشترك ملحومة من أنابيب البولي بروبيلين، ينبغي إبراز الحاجة إلى جعل حزام لحام، والتي ينبغي أن يكون طول الأمثل. في معظم الأحيان لديها نفس الحجم كما عمق الفتحات اسطوانية, والتي تستخدم على عنصر التدفئة من معدات اللحام. لضمان حجم المطلوبة من المشترك، فمن الضروري لإصلاح بقوة أنابيب البولي بروبيلين على الجسم من العنصر.
في الحالات التي يتم فيها اللحام في ظروف درجات الحرارة السلبية، فمن المستحسن استخدام المواد الدافئة، والتي ينبغي أن تعقد في غرفة دافئة لبعض الوقت قبل تنفيذ العمل.
قبل العمل، يجب تسخين آلة اللحام إلى درجة حرارة 283 درجة مئوية، مع تحديد الوضع الدقيق مع الأخذ بعين الاعتبار درجة الحرارة المحيطة. من خلال التصرف بهذه الطريقة، فمن الممكن لمنع حدوث فقدان الحرارة كبيرة في الوقت الذي يتم توصيل العنصر ليتم توصيلها من الجهاز إلى الجزء حيث يتم الاتصال. لتحديد قيمة التدفئة المثلى ومدتها ويتم التسخين من, في كل مرة ضبط هذه المؤشرات لمدة ثانية أو ثانيتين.
بعض خصوصيات عقد النظام الحراري
 خلال تطوير مشروع خط أنابيب البولي بروبلين، فمن الضروري أن تأخذ في الاعتبار ملامح الخطوة التالية خطوة بخطوة التثبيت. فمن غير المرغوب فيه لوضع معدات اللحام بعيدا جدا عن المكان الذي سيتم إنشاء اتصال مع العناصر ساخنة. في بعض الحالات، قد تحدث أخطاء، ويرجع ذلك إلى أنه من الصعب توفير الوصول المباشر إلى موقع اللحام.
خلال تطوير مشروع خط أنابيب البولي بروبلين، فمن الضروري أن تأخذ في الاعتبار ملامح الخطوة التالية خطوة بخطوة التثبيت. فمن غير المرغوب فيه لوضع معدات اللحام بعيدا جدا عن المكان الذي سيتم إنشاء اتصال مع العناصر ساخنة. في بعض الحالات، قد تحدث أخطاء، ويرجع ذلك إلى أنه من الصعب توفير الوصول المباشر إلى موقع اللحام.
في مثل هذه الحالة، لا يوجد شيء آخر القيام به ولكن لتسخين العناصر على مسافة كبيرة من الجهاز. كل هذا يؤدي إلى ظهور خسائر الحرارة في اللحظة التي يتم فيها تسليم العناصر الملحومة إلى مكان اتصالهم، حيث أنه من الضروري لقضاء بعض الوقت على الموضع الدقيق في موقع تقاطع اقتران. إذا تم تجاهل هذه الفروق الدقيقة، فإنه غالبا ما يكون من غير الممكن توفير قوة كافية للتماس.
إذا لم يتم لحام في نفس الترتيب، ثم فإن النتيجة ستكون عدم القدرة على إنشاء مشترك النهائي. يمكن أن يحدث هذا بسبب عدم وجود مساحة كافية بين العناصر لإدراج عنصر التسخين. في مثل هذه الحالات، يجب تجنب تشوه الأنابيب بحيث لتحقيق أكبر عرض الفجوة. تقرير لخلق ظروف أكثر راحة لوضع الجهاز على موقع المفصل في المستقبل يمكن أن تفاقم نوعا جذابة للاتصال، وبالإضافة إلى هذا هناك خطر من الكهرباء الساكنة من المقاطع الفردية للنظام.
عملية لحام أنابيب البولي بروبلين يوفر العديد من الفروق الدقيقة، من بينها واحدة من الرئيسي هو الاختيار الصحيح لدرجة حرارة التدفئة من العناصر الملحومة. يجب أن نتذكر أن مدة التدفئة لا يمكن أن تؤثر فقط على نوعية الاتصال، ولكن أيضا تغيير مظهر النظام الهندسي نفسه. لهذا السبب، من المهم أن تولي اهتماما لجميع الميزات التي يجب أن تؤخذ في الاعتبار عند لحام مكونات خط أنابيب.
ودرجة الحرارة المختارة لا يعتمد فقط على أبعاد العناصر الملحومة، ولكن أيضا على الظروف التي سيتم فيها العمل على لحام المنتجات. إهمال واحد وأكثر من ذلك القليل من الفروق الدقيقة يمكن أن تؤثر سلبا على عمل النظام بأكمله. وفي بعض الحالات يمكن أن تؤدي حتى إلى حالات الطوارئ.
تحليل الأخطاء الأكثر شعبية في لحام أنابيب البولي بروبيلين

من الجانب يبدو أنه في لحام أنابيب البولي بروبيلين لا شيء معقد بشكل خاص هو الحاضر: الحرارة، والاتصال، بارد – هو على استعداد. ومع ذلك، في الممارسة العملية اتضح أنه في هذه الحالة هناك الكثير من النقاط الهامة التي تؤثر على جودة اتصال الأنابيب والتجهيزات. إهمال هذه الفروق الدقيقة يؤدي إلى عيوب مختلفة، مما تسبب في توصيل، الأنابيب المتدفقة وغيرها من المشاكل. يتم الكشف عن جزء من الأخطاء إلا بعد بضعة أشهر من بداية تشغيل خط أنابيب، عندما سادة الماجستير قد تتبع بالفعل أثر.
لحام الأنابيب والتجهيزات من مادة البولي بروبيلين، وغالبا ما تستخدم طريقة نقل الدم الحراري. جوهر ذلك هو لتسخين الأجزاء الملحومة لدرجة حرارة معينة وربطها بسرعة. لتدفئة الأجزاء استخدام جهاز خاص، ودعا الشعب “لحام الحديد”. يتم عرض عملية لحام الأنابيب البلاستيكية بوضوح في الفيديو:
بعض المصنعين سخانات لحام الأنابيب البلاستيكية تثبيت اثنين من عناصر التدفئة على جهاز واحد في آن واحد. (وهذا هو نموذجي لنماذج منخفضة التكلفة من الإنتاج الصيني والتركية). لكل واحد منهم يتم توفير مفتاح منفصل، وقوة كل عنصر من هذا القبيل كافية لتسخين الأنابيب والتجهيزات من قطر معين. لا تستخدم اثنين من عناصر التدفئة في نفس الوقت، حتى لا تسخن من البلاستيك، لا تفرط في الشبكة ولا تستهلك الكهرباء لا لزوم لها. وينبغي أن تستخدم سخان الثاني كما الغيار، اللازمة في حالة انهيار أول واحد.
إذا تم تجهيز جهاز لحام مع اثنين من الدوائر التدفئة، فإنها يمكن أن تنتقل في وقت واحد في بداية العمل من أجل الاحماء أداة أسرع. ثم واحد من الدوائر يجب إيقاف.
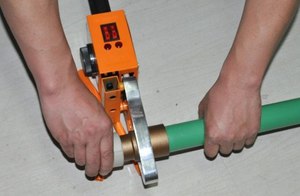
استخدام جهاز لحام الأنابيب من البولي بروبيلين لا تتطلب مهارات خاصة. ومع ذلك، يجب أن مبتدئين العمل قليلا قبل بدء العمل
المواد الأنابيب ساخنة لبعض (قصيرة جدا) الوقت يحتفظ ليونة. في هذه الثواني، تحتاج إلى توصيل العناصر وإصلاح الاتصال، في حين القضاء على التشوهات. فقط في نهاية مرحلة “التثبيت”، عندما تفقد المواد مرونتها، يمكنك وضع الأنابيب المتصلة على الطاولة.
درجة الحرارة المثلى لأنابيب البولي بروبلين التدفئة هي درجة حرارة 260 درجة. أثناء عملية التسخين، فمن الضروري لتسخين المواد الأنابيب بما فيه الكفاية بإحكام لضمان اتصال موثوق بها. في هذه الحالة، الأنبوب لا يمكن أن يكون محموما، بحيث لا تفقد الشكل. للقيام بذلك، اتبع الوقت التدفئة. اعتمادا على قطر الأنابيب، يمكن أن يكون:
- 8-9 ثواني للمواسير التي يبلغ قطرها 20 مم؛
- 9-10 ثوان للأنابيب التي يبلغ قطرها 25 مم؛
- 10-12 ثانية للأنابيب التي يبلغ قطرها 32 مم، الخ.
إذا لم يتم تسخين الأنبوب إلى درجة الحرارة المطلوبة، فإن الاتصال يكون ضعيفا جدا، مع مرور الوقت، وهناك تسرب. ارتفاع درجة حرارة الأنابيب يمكن أن يؤدي إلى ظهور السباحة والحد من المباح.

ويبين الجدول الوقت التقديري لحام أنابيب البولي بروبلين اعتمادا على قطرها. لا تنتهك هذه الشروط حتى لا تفسد العمل
هناك نماذج من الأجهزة لحام أنابيب البولي بروبلين مع مقبض التحكم في درجة الحرارة أو بدون ذلك. وقد تملي القدرة على تغيير درجة الحرارة أكثر من الاعتبارات التسويقية للشركة المصنعة من الضرورة العملية. يوصي المهنيين ضبط درجة الحرارة بشكل صحيح (260 درجة) وفي المستقبل، فإنه لا يتغير، يجري الاسترشاد من الوقت التدفئة. ولذلك، فإن النماذج القديمة من “لحام الحديد”، التي لا يوجد منظم لدرجة حرارة التدفئة، هي مناسبة تماما للحام عالية الجودة من أنابيب البولي بروبيلين.
يتم تسخين الأنابيب وتوصيلها، فمن المهم الآن لتبريدها بشكل صحيح. لإكمال مرحلة “تثبيت”، تحتاج إلى نفس الوقت من الوقت للتدفئة. يتم هرع سادة عديمي الخبرة أيضا لوقف العملية قبل هذه الثواني القليلة، والذي يسبب تشوه الاتصال. لا أعتقد أن ساعة توقيت ضروري للغاية للعمل مع أنابيب البولي بروبيلين. يتم احتساب الوقت الماجستير من ذوي الخبرة لالاحماء التبريد تلقائيا، من دون أي أجهزة.
مجموعة الأخطاء التي تم إجراؤها خلال لحام أنابيب البولي بروبيلين واسعة جدا. في معظم الأحيان هو:
- التلوث عند تقاطع العناصر
- كمية صغيرة من المياه المحاصرين على المواد أثناء اللحام
- المواقع الطويلة من أجزاء الأنابيب
- استخدام مواد غير مناسبة أو رديئة
- عدم الامتثال لقواعد التثبيت، وما إلى ذلك.
تجنب هذه الأخطاء ليس من الصعب، إذا كان لحام حذرا، حذرا وعالية المستوى المهني من الأداء.
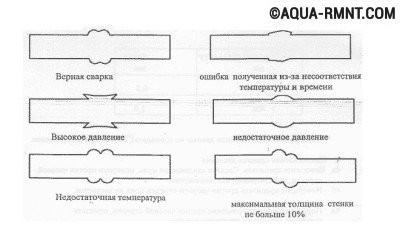
ويبين الشكل تخطيطي المظهر مع لحام الصحيح وغير الصحيح من أنابيب البولي بروبيلين نهاية إلى نهاية. لتجنب مثل هذه الأخطاء، فمن الضروري لمراقبة تكنولوجيا التثبيت
خطأ # 1 – الأوساخ والمياه على العناصر المتصلة
يجب على المثبت المهنية مسح جميع الأجزاء الملحومة قبل البدء في العمل لإزالة أي تلوث. يجب أيضا أن تولي اهتماما لحالة الكلمة في الغرفة حيث يتم تنفيذ لحام، منذ يتم وضع الأنابيب على الأرض والأوساخ يحصل عليها مرة أخرى. عند تفكيك أنبوب خاطئ، غالبا ما يكون من الممكن العثور على شريط واضح من الأوساخ على طول كامل الاتصال.
المياه المتبقية في الأنابيب يمكن أن تصبح قاتلة للاتصال. يتم تحويل بضع قطرات في عملية التدفئة إلى بخار، والمواد مشوهة ويفقد قوتها. لإزالة الماء من الأنبوب يكفي لملء مع الملح أو كزة داخل كسرة الخبز سحق. بعد الانتهاء من العمل، وبطبيعة الحال، يجب أن تشطف جيدا. يمكن أن تظل الصلة مع هذه العيوب مستقرة حتى عندما معقوص، ولكن بعد فترة من الوقت (وأحيانا يمكن أن يستغرق سنة كاملة) سوف تظهر بالضرورة تسرب. يحدث خطأ مماثل عند لحام أنابيب استقرت، إذا تم إزالة احباط من الطبقة المتوسطة بلا مبالاة. حتى قطعة صغيرة من احباط في تقاطع سيؤدي إلى تدهور كبير في نوعية التثبيت.
يجب أن تكون نظيفة ليس فقط الأنابيب، ولكن أيضا لحام الحديد. يجب على سيد إزالة جزيئات البولي بروبلين المنصهر من جميع عناصر صك في الوقت المناسب، وإلا فإنها سوف تقع على الأنابيب القادمة.
خطأ # 2 – وضع غير صحيح
بعد توصيل اثنين من أجزاء ساخنة من الأنابيب، سيد لديه سوى بضع ثوان لوضعها بشكل صحيح بالنسبة لبعضها البعض. كلما كانت هذه الفترة أقل، كان ذلك أفضل. إذا تم تجاوز المهلة، يصبح تشوه لا رجعة فيه ويتم تقليل قوة الاتصال.
سادة الخبرة في بعض الأحيان محاولة لإزالة فورا السباحة التي ظهرت أثناء عملية اللحام. ليس من الضروري القيام بذلك، لأن اتصال غير مدفأ في هذه اللحظة يمكن بسهولة أن تكون مشوهة. قم بإزالة الحرارة بعد تبريد االتصال. ومن الأفضل أن لا تسخن الأنبوب، ثم السباحة ببساطة لن تظهر.
خطأ رقم 3 – المواد المتطابقة بشكل غير صحيح
إذا تم اختيار أنابيب البولي بروبلين ذات الجودة المنخفضة للتركيب، فإن التركيب الأكثر مهارة لن يحمي أصحاب المنازل من الأعطال. يتم شراء الأنابيب والتجهيزات أفضل من نفس المورد موثوق بها، واختيار شركة جيدة، الخ يدفع ببطء مرتين.
مشكلة أخرى من هذا النوع هي محاولة للجمع بين اثنين من أنابيب الجودة من مختلف الشركات المصنعة. التركيب الكيميائي لهذه العناصر يمكن أن تختلف، وبالتالي، وتتصرف عند تسخين هذه الأنابيب سوف تكون مختلفة. في ظل هذه الظروف، يكاد يكون من المستحيل تحقيق اتصال موثوق بها.

نتيجة واضحة لحام غير صحيح من أنابيب البولي بروبلين في القسم. وأدى استخدام مواد رديئة النوعية وعدم مراعاة وقت مرحلة “التثبيت” إلى تشوه الاتصال
خطأ # 4 – تجاهل قواعد التثبيت
انخفاض جودة لحام أنابيب البولي بروبلين هو سبب أخطاء مختلفة خلال اتصال من المناسب والأنابيب. على سبيل المثال، إذا لم يتم إدخال الأنابيب بالكامل في تركيب، يتم تشكيل فجوة بين الحافة والتركيب الداخلي للتركيب. ونتيجة لذلك، يظهر مكان حيث القطر الداخلي هو أكبر وسمك الجدار هو أصغر من المخطط لها. فإن ضغط التشغيل التصميم لمثل هذا القسم لن تكون عالية بما فيه الكفاية، يمكن أن تكون الأحمال المعتادة مفرطة هنا، الأمر الذي سيؤدي إلى تسرب.
كما أنه من غير المقبول تطبيق القوة المفرطة عند إدخال الحافة الساخنة للأنبوب في التركيب. في هذه الحالة، سباح كبير الحجم يمكن أن تشكل في الداخل. ونتيجة لذلك، فإن نفاذية خط الأنابيب ستكون أقل من المؤشرات المحسوبة، والتي سوف تؤثر سلبا على تشغيل خط الأنابيب.
في بعض الأحيان سبب الانتهاكات هو الكسل البشري العادي أو الإهمال. على سبيل المثال، يجب استبدال المناسب الذي تلف أثناء لحام الأنابيب بواسطة واحد جديد. إذا كانت التفاصيل اللازمة ليست في متناول اليد، والسادة الإهمال ببساطة ختم المناسب نهاية إلى نهاية مع الأنابيب. لبعض الوقت هذا الاتصال سوف تستمر، ولكن في نهاية المطاف مشكلة تسرب يجب أن تحل.
- 5
- 4
- 3
- 2
- 1
إيكو adrotate_group (27، 0، 0، 0)؛ مساء الخير. أتمتة المرجل أوغف 11 غير مستقر.
إيكو adrotate_group (27، 0، 0، 0)؛ مرحبا هذا العام انتقلنا إلى البلاد.
إيكو adrotate_group (27، 0، 0، 0)؛ مرحبا في اليوم الآخر وجدت العديد من المصابين على السطح.
موسوعة الإنترنت حول بناء الاتصالات
طرق ربط خطوط أنابيب البولي بروبيلين
اتصال درجة الحرارة من منتجات البولي بروبيلين (ب) أنبوبي سريع، وتشكيل مشترك مختومة مع خدمة طويلة في الحياة. وبفضل هذه الميزة، أصبحت طريقة اللحام وأنابيب البولي بروبيلين نفسها منتشرة على نطاق واسع بين أساتذة المنازل الذين يقومون بتثبيت خطوط الأنابيب ذات الأغراض الوظيفية المختلفة بأيديهم. ومع ذلك، على الرغم من سهولة واضحة، يتطلب عملية اللحام ليس فقط المهارات العملية، ولكن أيضا معرفة بعض المعلومات، مثل درجة حرارة لحام أنابيب البولي بروبيلين، فترة التدفئة، ووقت التبريد من المفصل إلى مجموعة من القوة التشغيلية. من أجل مساعدة أولئك الذين لأول مرة قررت تنفيذ تركيب بأنفسهم من خط أنابيب (التدفئة الدائرة) مع أنابيب البولي بروبيلين، فإن المادة تعكس أهم المعلومات المتعلقة بهذه العملية.
الطرق الحالية لربط أنابيب ب
طريقة واحدة لربط منتجات أنابيب البلاستيك هو لحام الباردة. جوهر التكنولوجيا يكمن في التطبيق الأولي للمادة خاصة على السطوح البوليمرية الانضمام مؤقتا كيميائيا رقيق البلاستيك. بعد انضمام أجزاء من البلاستيك، والمواد يكتسب صلابة الأولية، ولكن خلال هذه الفترة هناك انصهار مختومة من الأسطح. لم يتم العثور على لحام الباردة على نطاق واسع التطبيق، على الرغم من أنه في بعض الحالات فإنه يساعد على لحام عناصر خط أنابيب في الأماكن يصعب الوصول إليها أو حيث لا يوجد الوصول إلى مصدر التيار الكهربائي.
الطرق الحرارية لحام الأنابيب ب أصبحت أكثر شيوعا. وتشمل هذه:
- لحام مع التجهيزات الحرارية؛
- منتشر لحام.
وتستند كلا الطريقتين للانضمام منتجات الأنابيب البولي بروبيلين على ذوبان درجة الحرارة من الأسطح ليتم ضمها، تليها انصهارهم أثناء التبريد. الفرق هو فقط في النهج التكنولوجي. دعونا ننظر في كل من الطرق بمزيد من التفصيل.
لحام مع التجهيزات الحرارية
يتم ترتيب هذه العناصر ربط لتشكيل المفاصل من أقسام ب من خطوط الأنابيب بحيث تقع في الجسم من يتحول دوامة التدفئة، الذي يخرج إلى السطح الخارجي عن طريق المحطات الكهربائية. عندما يمر من خلال دوامة من التيار الكهربائي، يتم تسخين السطح الداخلي للمناسبة الحرارية إلى درجة حرارة معينة، مما يعزز ذوبان الأسطح البلاستيكية والانصهار اللاحقة.
استخدام التجهيزات الحرارية لبناء الاتصالات الأنابيب المحلية محدودة. وأسباب ذلك هي ارتفاع تكلفة ربط العناصر، والحاجة إلى شراء معدات باهظة الثمن، وتوافر معرفة خاصة يمكن أن تكون ملحومة بطريقة مهنية. بالإضافة إلى ذلك، لحام الأنابيب قطرها الصغيرة (16، 20، 25، 32 مم)، وتستخدم أساسا لمكبكات الأنابيب المحلية، وهناك طريقة أبسط وأقل تكلفة، ولكن موثوقة من البولي بروبيلين لحام، والتي سيتم مناقشتها في وقت لاحق. مع مساعدة من التجهيزات الحرارية أنابيب كبيرة (قطر كبير) ترتبط ويتم العمل من قبل المنظمات المتخصصة التي لديها الوصول إلى هذا النوع من النشاط.
هذا هو بالضبط طريقة لحام، والذي يستخدم على نطاق واسع لتركيب الاتصالات البولي بروبيلين المنزلية. وتستند التكنولوجيا على ذوبان حراري في وقت واحد من السطوح الانضمام مع اتصال ضيق لاحق. جزيئات البوليمر المنصهر اختراق متبادل (منتشر)، وتشكيل مركب متجانسة الصلبة.
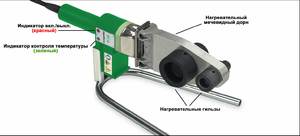
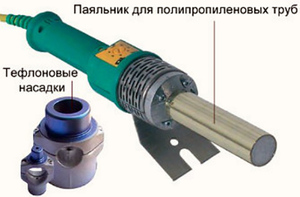
يتم استخدام الحديد الكهربائي لحام خاص لإذابة السطوح البوليمر من أجزاء الانضمام (الأنابيب والتجهيزات). الجهاز يحتوي على خنجري (أسطواني في بعض النماذج) نتوء، وهو عنصر التدفئة. في مجموعة من حام الحديد هناك فوهات من جانبين لأحجام معينة من الأنابيب وتفاصيل الاتصال المقابلة التي يتم تثبيتها على الحافة التدفئة.
هناك إمكانية التثبيت في وقت واحد من عدة فوهات، إذا كان مطلوبا للعمل مع أقسام ب من خط أنابيب من مختلف المقطع العرضي. وقد تم تجهيز جهاز التدفئة مع منظم الحرارة تخرج، والذي يسمح لك لضبط درجة الحرارة المطلوبة من الفوهات والمصابيح، مشيرا إلى اتصال إلى أنابيب واستعداد الحديد لحام للعمل. يتم طلاء الفوهات لذوبان المنتجات البلاستيكية مع طبقة تفلون، مما يمنع البوليمر المنصهر من التمسك.
المزايا التي جعلت طريقة انتشار أنابيب لحام ب شعبية، هي العوامل التالية:
- وانخفاض تكلفة المعدات والمواد (الأنابيب، وعناصر التوصيل والانتقال)؛
- إمكانية تشكيل ضيق، المفاصل دائمة من خط الأنابيب.
- سهولة وسرعة عالية من تجميع الدوائر الأنابيب المحلية بأيديهم من أي تعقيد والتكوين.
- إمكانية العمل في وقت واحد مع عناصر من أقطار مختلفة الانضمام.
المعلمات التقنية لحام المنتجات ب
بالإضافة إلى الفروق العملية التي تأتي مع تجربة العمل بيد واحدة، في حالة لحام الانتشار، من المهم أن نلاحظ بعض المتطلبات التكنولوجية التي تسمح اتصال مستقر من مكونات خط أنابيب لتكون ثابتة الحصول عليها. وتشمل هذه اللحام الوقت من أنابيب البولي بروبيلين، وفترة تثبيتها الثابتة بعد إدخال الأنابيب في المناسب، ووقت التبريد وبعض المعلمات الأخرى التي تختلف عن المنتجات من أقطار مختلفة. وفيما يلي جدول للأنابيب، مع القسم الأكثر استخداما لتوزيع المياه المنزلية ودوائر التدفئة.
وقت التسخين والمعايير الفنية الأخرى للعملية المشار إليها في الجدول صالحة عندما يتم تسخين أجزاء البولي بروبلين إلى 260-280 درجة مئوية، وتكون درجة الحرارة المحيطة في النطاق من 15 درجة مئوية إلى 20 درجة مئوية.
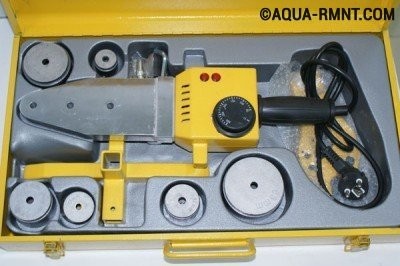
مجموعة الأدوات اللازمة لحام خط أنابيب ب
لتنفيذ تجميع خط أنابيب البولي بروبلين باستخدام طريقة لحام نشر، سوف تكون هناك حاجة إلى الأدوات التالية:
- الحديد الكهربائي لحام مع مجموعة المرفقة من فوهات على الوجهين بأقطار مختلفة (16، 20، 25 ملم).
- قطع الأنابيب (مقص الأنابيب الخاصة)؛
- ملف لتجريد من نتوءات وخشونة على نهاية اقتطاع من الأنابيب؛
- قياس الروليت البناء؛
- علامة.
من المواد الأخرى غير الأنابيب من القطر المطلوب، ربط وقفل التعزيز، عناصر الانتقال، الخرق مصنوعة من النسيج الطبيعي (الكتان، القطن) و الشحوم السائل (الروح البيضاء، الكحول الإيثيلي، الأسيتون) ستكون هناك حاجة.
من خلال إعداد المواد اللازمة والأدوات، يمكنك المضي قدما في التنفيذ العملي لعملية لحام خط أنابيب ب، استنادا إلى التعليمات أدناه.
لحام منتجات البولي بروبيلين الأنابيب بأيديكم، والتعليم
لذلك فمن الضروري لحام أنابيب البولي بروبلين مع طريقة نشر بعد التسخين مع الحديد لحام خاص. مع مراعاة القواعد المحددة في التعليمات المذكورة أعلاه، سيكون من الممكن تحقيق تشكيل خطوط أنابيب ب موثوقة من قبل نفسه. لدعم الحسابات النظرية بصريا الفيديو التالي سيساعد
نسخ المواد ممكن فقط مع إشارة نشطة، غير مغلقة من وصلات الفهرسة، إلى المصدر.