
لحام طبقات: أنواع من طبقات والمفاصل
في عملية اللحام، يتم الحصول على اتصالات مختلفة. طبقات اللحام قادرة على ربط المعادن ليس فقط، ولكن أيضا مواد غير متجانسة أخرى. عناصر رست في عقدة متكاملة هي اتصال يمكن أن تكون محددة في عدة أقسام.
وينقسم المشترك في عملية لحام إلى المناطق التالية:
- مكان الانصهار هو الحدود بين المعدن الأساسي والمعادن من التماس التي تم الحصول عليها. في هذه المنطقة هناك الحبوب، والتي تختلف في هيكلها من حالة المعدن الأم. ويرجع ذلك إلى ذوبان جزئي أثناء عملية اللحام.
- منطقة التأثير الحراري هي منطقة من المعدن الأساسي، الذي لم يمر الانصهار، على الرغم من أن هيكلها قد تغير أثناء تسخين المعدن.
- اللحام التماس – المنطقة التي شكلت خلال تبلور أثناء تبريد المعدن.
اعتمادا على موقع المنتجات التي سيتم انضمام فيما يتعلق بعضها البعض، وتنقسم المفاصل إلى الأنواع التالية:
- بعقب. يتم التصاق العناصر الهيكلية في طائرة واحدة من نهايات تواجه بعضها البعض. اعتمادا على سمك الأجزاء التي يتم توصيلها، يمكن أن تكون نهايات عموديا نزوح فيما يتعلق بعضها البعض.
- اتصال الزاوي. في هذه الحالة، يتم محاذاة الأطراف في زاوية. يتم تنفيذ عملية لحام على حواف المجاورة من أجزاء.
- التداخل. وتقع أجزاء لحام بالتوازي مع التداخل الجزئي.
- إنهاء الاتصال. يتم محاذاة العناصر الملحومة موازية لبعضها البعض ورسو في نهايات.
- T-المشترك. في هذه الحالة، نهاية قطعة واحدة متاخمة لجانب الآخر في زاوية.
كما توصف وصلات اللحام أنواع اللحام، والتي يمكن تصنيفها وفقا لبعض المعايير.
هناك العديد من المعلمات التي من الممكن أن تميز جميع اللحام اللحامات التي تم الحصول عليها:
- العرض هو حجم بين الحدود التماس، والتي يتم رسمها من قبل خطوط الانصهار مرئية.
- جذر التماس – الجانب العكسي منه، والذي يقع على أقصى مسافة من الجبهة.
- التحدب – يعرف في الجزء الأكثر محدبة من التماس ويشار إلى المسافة من الطائرة من المعدن الأساسي إلى حدود أكبر الإسقاط.
- تقعر – هذا المؤشر هو ذات الصلة إذا كان يحدث في اللحام، لأنه، في الواقع، هو عيب. وتحدد هذه المعلمة في المكان الذي يكون فيه التماس أكبر انحراف – منه إلى مستوي المعدن الأساسي، ويقاس حجم التقعر؛
- قثطار التماس – فإنه يأخذ مكان فقط في الزاوي و T المشتركة. ويقاس ذلك بأصغر مسافة من السطح الجانبي لجزء ملحوم واحد إلى خط التماس التقييدي على سطح الثانية.
أنواع المفاصل حسب طريقة التنفيذ
- أحادية اللحام طبقات. يتم تنفيذها مع اختراق كامل من المعدن على طول كامل.

- تنفيذ على الوجهين. على التكنولوجيا بعد أداء لحام من جانب واحد، يتم إزالة جذر التماس، وفقط بعد ذلك يتم تنفيذ لحام من الجانب الآخر.
- طبقات طبقة واحدة. أداء واحد– تمرير لحام مع واحد تنصهر الأسطوانة.
- طبقات متعددة الطبقات. استخدامها من المستحسن في سمك كبير من المعدن، وهذا هو، عندما لحام في تمريرة واحدة غير ممكن عن طريق التكنولوجيا. وتتكون طبقة التماس من عدة بكرات (يمر). وهذا سوف يحد من انتشار منطقة التأثير الحراري والحصول على لحام قوي وعالية الجودة.

أنواع اللحام طبقات من حيث المكانية ومدى
هناك مثل هذه المواقف لحام:
- أقل، عندما يكون التماس الملحومة في المستوى الأفقي السفلي، أي عند زاوية 0 ° فيما يتعلق بالأرض؛
- الأفقي، واتجاه لحام هو الأفقي، ويمكن أن يكون جزء في زاوية من 0º إلى 60º؛
- الرأسي، في هذا الموقف سطح ملحومة في الطائرة من 60º إلى 120º، ويتم لحام في الاتجاه الرأسي.
- السقف، عندما يتم تنفيذ العمل في زاوية 120-180º، وهذا هو، وتقع اللحام طبقات فوق سيد.
- “في القارب”، وهذا الموقف ينطبق فقط على الزاوي أو T- المفاصل، يتم تعيين جزء في الميل، ويتم إجراء لحام “في زاوية”.
التوزيع حسب الطول:
- مستمر، لذلك تقريبا يتم تنفيذ جميع طبقات، ولكن هناك استثناءات؛
- طبقات متقطعة، فإنها تأخذ مكان فقط في المفاصل الزاوية. ويمكن إجراء طبقات على الوجهين من هذا النوع في كل من متداخلة وسلسلة تشبه النظام.
 يتم استخدام هذه الميزة تصميم عندما سمك المعدن المستخدمة لحام أكبر من 7 مم. قطع حافة هو إزالة المعادن من حواف في شكل معين. يتم تنفيذ هذه العملية مع واحد تمريرة اللحام بعقب. هذا ضروري من أجل الحصول على التماس لحام الصحيح. أما بالنسبة للمواد سميكة، وقطع ضروري من أجل تذوب تمرير الجذر الأصلي ومن ثم اللحام لفات المقبل، بالتساوي ملء تجويف، لحام المعدن من خلال سمك كامل.
يتم استخدام هذه الميزة تصميم عندما سمك المعدن المستخدمة لحام أكبر من 7 مم. قطع حافة هو إزالة المعادن من حواف في شكل معين. يتم تنفيذ هذه العملية مع واحد تمريرة اللحام بعقب. هذا ضروري من أجل الحصول على التماس لحام الصحيح. أما بالنسبة للمواد سميكة، وقطع ضروري من أجل تذوب تمرير الجذر الأصلي ومن ثم اللحام لفات المقبل، بالتساوي ملء تجويف، لحام المعدن من خلال سمك كامل.
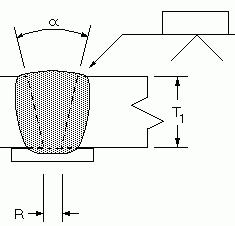
يمكن إجراء حواف القطع إذا كان سمك المعدن لا يقل عن 3 مم. لأن انخفاض قيمته يؤدي إلى حروق. ويتميز القطع من خلال هذا التصميم المعلمات: الفجوة – R؛ زاوية حواف القطع – α؛ بلونتينغ – مع. ويبين موقع هذه المعلمات رسم لحام التماس.
قطع حافة يزيد من عدد من المواد الاستهلاكية. لذلك، يتم محاولة هذا المبلغ في كل وسيلة ممكنة للتقليل. وهي مقسمة إلى عدة أنواع من التنفيذ البناء:
لسمك صغير من المواد الملحومة من 3 إلى 25 ملم، ويستخدم على جانب واحد قطع على شكل حرف V عادة. شطبة يمكن أن يؤديها على كلا الطرفين أو على واحد منهم. سمك المعدن من 12-60 مم من المستحسن لحام مع اثنين من جانب قطع على شكل X. الزاوية α للقطع في شكل X، V هي 60 درجة، إذا تم تنفيذ شطبة فقط على حافة واحدة، ثم قيمة α سوف تكون مساوية ل 50 درجة. لسمك 20-60 ملم، والأكثر اقتصادا هو استهلاك المعادن لحام في قطع على شكل حرف U. ويمكن أيضا أن يتم شطبة واحدة في وقت واحد أو في كلا الطرفين. سوف يكون التقزم 1-2 ملم، وقيمة الفجوة ستكون 2 مم. لسمك كبير من المعدن (أكثر من 60 ملم)، فإن الطريقة الأكثر فعالية هو شق قطع حافة. للمفصل الملحومة هذا الإجراء مهم جدا، فإنه يؤثر على عدة عوامل من التماس:
- قابلية الخدمة للاتصال؛
- قوة ونوعية اللحام؛
- الاقتصاد.
- دليل قوس اللحام. لحام طبقات والمفاصل وفقا غوست 5264-80 تشمل أنواع، أبعاد التصميم لحام، مغطاة الأقطاب في جميع المواقف المكانية. هذا لا يشمل سوى أنابيب الصلب.
- لحام أنابيب الصلب. غوست 16037-80 – يحدد الأنواع الرئيسية، وقطع الحواف، والأبعاد الهيكلية مع طريقة اللحام الميكانيكي.
- لحام خطوط أنابيب من النحاس وسبائك النحاس والنيكل. غوست 16038-80.
- قوس لحام من الألومنيوم. طبقات ملحومة. GOST 14806-80 – الشكل والحجم، وإعداد حافة لحام اليدوي والميكانيكي من الألومنيوم وسبائكه، يتم تنفيذ العملية في جو وقائي.
- تحت تدفق. غوست 8713-79 – يتم إجراء اللحام والمفاصل بواسطة اللحام الآلي أو الميكانيكي بواسطة الوزن، على وسادة التمويه. ويمتد إلى سماكة معدنية من 1.5 إلى 160 ملم.
- لحام الألمنيوم في الغازات الخاملة. غوست 27580-88 – معيار للحام اليدوي، شبه التلقائي والتلقائي. يتم تنفيذه بواسطة القطب غير المستهلك في الغازات الخاملة مع مادة حشو ويمتد إلى سمك الألومنيوم من 0.8 إلى 60 ملم.
وفقا للوثائق التنظيمية، ويظهر وجود اللحام طبقات على رسومات التجميع أو في شكل عام. يتم عرض اللحامات في خطوط صلبة، إذا كانت مرئية. وإذا على العكس من ذلك – ثم خطوط متقطع. يتم تعيين القادة مع الأسهم من جانب واحد من هذه الخطوط. يتم تعيين لحام طبقات على الرف من الزعيم. يتم وضع النقش على الرف، إذا كان التماس على الجانب الأمامي. في النسخة المقابلة، سيكون التعيين تحت الرف. يتضمن هذا معلومات حول التماس في التسلسل التالي:
- علامات مساعدة. عند تقاطع الزعيم مع الرف يمكن أن يكون رمز:
┐ – لحام من التماس تتم أثناء التثبيت.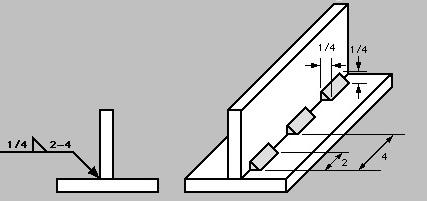
- تعيين اللحام طبقات، عناصرها الهيكلية و غوست الصدد.
- اسم التماس وفقا للمعيار.
- طريقة اللحام وفقا للمعايير التنظيمية.
- يشار إلى كاثيث، هذا البند ينطبق فقط على مفاصل الزاوية.
- تقاطع التماس، إن وجدت. هنا يمكنك تحديد الخطوة والموقع من قطاعات اللحام.
- رموز قيمة إضافية إضافية. اعتبرها عنصرا منفصلا.
يتم تطبيق هذه العلامات أيضا على رأس الرف، إذا التماس لحام في الرسم مرئيا، وتحتها، عندما غير مرئية:
- 9shy؛ 9shy؛ إزالة تعزيز التماس.
- المعالجة السطحية، والتي سوف تضمن الانتقال السلس إلى المعدن الأساسي، والقضاء على تدفق وعدم التفاوت؛
- يتم إجراء التماس على خط مفتوح. تنطبق هذه العلامة فقط على طبقات اللحام المرئية في الرسم؛
- نظافة المعالجة السطحية للمفصل الملحومة.
لتبسيط، إذا تم إجراء جميع مفاصل البناء من قبل ضيف واحد، لها نفس القطع التصميم والأبعاد، ووضع العلامات ومعايير لحام المحددة في المواصفات. في التصميم قد لا يكون كل شيء، ولكن عددا كبيرا من طبقات متطابقة. ثم يتم تقسيمها إلى مجموعات وتعيين الأرقام التسلسلية في كل مجموعة على حدة. على التماس واحد يشير التعيين الكامل. على الآخرين، يتم وضع الأرقام التسلسلية فقط. يجب الإشارة إلى عدد المجموعات وعدد الطبقات في كل منها في الوثائق التنظيمية.
أصناف وتكنولوجيا اللحام طبقات – السقف، الأفقي والرأسي
لحام التماس – خط من المعدن المنصهر على حواف اثنين من الهياكل الانضمام، الناجمة عن تأثير على الصلب من القوس الكهربائي. يتم اختيار نوع وتكوين المفاصل لكل حالة على حدة، واختيارها يعتمد على عوامل مثل سمك المعدات المستخدمة، سمك وتركيب الكيميائي للسبائك الملحومة. يحدث هذا التماس أيضا عند لحام أنابيب البولي بروبيلين مع حام الحديد.

في هذه المقالة، ونحن نعتبر أنواع اللحام طبقات وتكنولوجيا تنفيذها. سنقوم بدراسة المفاصل العمودية والأفقية والسقفية، وأيضا معرفة كيفية إجراء التنظيف والتحقق من العيوب.
1 تصنيف اللحام
يتم تصنيف طبقات على التنوع من قبل العديد من العوامل، وأهمها هو نوع من الاتصال. لهذه المعلمة، وتنقسم طبقات إلى:
دعونا ننظر في كل من المتغيرات المقدمة بمزيد من التفصيل.
يتم استخدام هذا الأسلوب اتصال لحام أجزاء نهاية الأنابيب، لمحة مربع و الصفائح المعدنية. يتم وضع أجزاء توصيل بحيث يكون هناك فجوة من 1.5-2 ملم بين حوافهم (المشابك مطلوبة لإصلاح الأجزاء). عند العمل مع الصفائح المعدنية، وسمكها لا يتجاوز 4 مم، يتم وضع التماس فقط على جانب واحد، في صحائف من 4-12 ملم يمكن أن تكون مزدوجة، أو واحدة، بسماكة 12 ملم – مزدوجة فقط.

طرق قطع طبقات
إذا كان سمك جدران الأجزاء هو 4-12 ملم، والتنظيف الميكانيكي للحواف وختم الحواف من قبل واحدة من الطرق التالية هو ضروري. من المستحسن أن يتم توصيل المعدن السميك الإضافي (من 12 مم) باستخدام تجريد على شكل X، وهناك خيارات أخرى غير مربحة هنا بسبب الحاجة إلى كمية كبيرة من المعادن لملء التماس تشكيلها، مما يزيد من استهلاك الأقطاب الكهربائية.

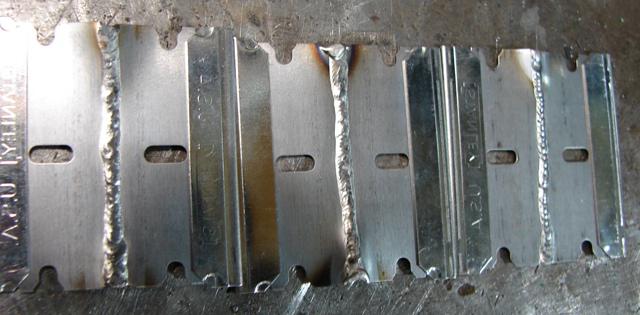
ومع ذلك، في عدد من الحالات، قد يقرر لحام لحام معدن سميك مع التماس واحد، الأمر الذي يتطلب ملئه في عدة تمريرات. وتسمى طبقات من هذا التكوين متعدد الطبقات، وتظهر تكنولوجيا لحام المفاصل متعددة الطبقات في الصورة.
يستخدم مفصل اللفة حصرا لحام الصفائح المعدنية 4-8 ملم، في حين يتم ملحومة لوحة على كلا الجانبين، مما يلغي إمكانية الرطوبة بين الأوراق وتآكلها لاحق.

تكنولوجيا صنع مثل هذا التماس هو مطالب للغاية لمراقبة زاوية الصحيح من الميل من القطب، والتي ينبغي أن تختلف في نطاق 15-40 درجة. في حالة الانحراف عن القاعدة، سيتم تحويل المعدن ملء من خط مشترك، والتي سوف تقلل بشكل كبير من قوة المفصل.
يرصد اتصال T- موجة في شكل حرف “T9raquo؛، ويمكن تنفيذها على حد سواء من جانبين وجانب واحد. عدد من طبقات والحاجة لقطع نهاية الجزء يعتمد على سمكها:
- تصل إلى 4 ملم – التماس من جانب واحد دون قطع نهاية.
- 4-8 مم – مزدوجة، دون قطع؛
- 4-12 مم – من جانب واحد مع قطع من جانب واحد.
- أكثر من 12 ملم – على الوجهين، وقطع مزدوج.

نوع واحد من T- مشترك هو التماس الزاوية المستخدمة لربط اثنين من عمودي أو صفائح معدنية يميل.
2 اختلافات التماس في المكانية المكانية
وبالإضافة إلى التصنيف حسب نوع التوصيل، تنقسم الطبقات إلى أصناف تبعا للوضع في الفضاء، ووفقا لما يلي:

التماس العمودي من أسفل إلى أعلى
مشكلة صنع طبقات عمودية هو انزلاق المعدن المنصهر إلى أسفل، والذي يرجع إلى قوة الجاذبية. هنا فمن الضروري استخدام قوس قصير – للحفاظ على نهاية القطب أقرب إلى المعدن ممكن. يتطلب لحام الطبقات العمودية تنفيذ العمل الأولي – التجريد والقطع، والتي يتم اختيارها على أساس نوع الاتصال وسماكة المعدن. بعد الإعداد، يتم إصلاح الأجزاء في الموقف المطلوب ويتم إجراء مفصل الخام من قبل “القبضات” عرضية، والتي تمنع الشغل من التحرك.

لحام من التماس الرأسي يمكن أن يؤديها على حد سواء من أعلى إلى أسفل ومن أسفل إلى أعلى، من حيث سهولة التشغيل، وهذا الخيار الأخير هو الأفضل. يجب أن يبقى القطب عمودي على الأجزاء ليتم توصيلها، يجوز السماح لها على حواف الحفرة الملحومة. يتم اختيار حركة القطب على أساس سمك المطلوبة من التماس، ويتحقق المشترك الأكثر دواما مع النزوح الجانبي للقطب من جانب إلى آخر ومع التذبذب مثل حلقة.

على الطائرات العمودية، يتم عرض طبقات من النوع الأفقي من اليسار إلى اليمين أو من اليمين إلى اليسار. لحام المفاصل الأفقية معقد من تدفق حمام أسفل، الأمر الذي يتطلب الحفاظ على زاوية كبيرة من القطب – من 80 إلى 90 0. من أجل منع تدفق المعادن في مثل هذه المواقف، فمن الضروري لتحريك القطب دون الاهتزازات عرضية، من خلال طريقة من التلال الضيقة.
يتم اختيار سرعة حركة القطب بحيث مركز القوس يمر على طول الحدود العليا من التماس، و كفاف السفلي من الحمام المنصهر لا تصل إلى الطرف العلوي من الأسطوانة السابقة. وينبغي إيلاء اهتمام خاص إلى الحافة العليا، التي هي الأكثر عرضة لتشكيل عيوب مختلفة. قبل اللحام من الأسطوانة الأخيرة، فمن الضروري لتنظيف التماس شكلت من الخبث ورواسب الكربون.
أصعب أداء هي طبقات السقف. منذ في مثل هذا المكان المكاني يتم الاحتفاظ حمام المنصهر فقط عن طريق التوتر السطحي للمعدن، التماس نفسها يجب أن تكون ضيقة قدر الإمكان. العرض القياسي من الأسطوانة لا يزيد عن ضعف عرض الأقطاب المستخدمة، في حين أنه في هذه الحالة من الضروري استخدام الأقطاب الكهربائية التي يبلغ قطرها 4 ملم.
عند وضع التماس، يجب عقد القطب في زاوية من 90 إلى 130 0 إلى الطائرات التي تربط. وتتكون الأسطوانة من قبل الحركات تتأرجح القطب من الحافة إلى الحافة، بينما في الموقف الجانبي المتطرفة القطب هو تأخير، والذي يتجنب تقويض. لاحظ أنه لا ينصح لحامون دون خبرة لمفاصل السقف.
2.1 تكنولوجيا لحام السقف المشترك (فيديو)
2.2 تنظيف وتفتيش العيوب
بعد تشكيل التماس، والخبث، والصلب المنصهر وحجم قطرات تبقى على سطح الأجزاء انضم، في حين أن التماس نفسها يمكن أن يكون لها شكل محدب وتبرز فوق الطائرة من المعدن. والقضاء على هذه العيوب يسمح بإجراء عملية مسح، تجري على مراحل.
في البداية، عن طريق مطرقة وإزميل، فمن الضروري لإزالة الحجم والخبث، ثم باستخدام طاحونة مجهزة قرص جلخ أو آلة طحن، يتم محاذاة الطائرات انضم. يتم اختيار حبيبات عجلة جلخ على أساس نعومة المطلوبة من السطح.

العيوب في التماس اللحام، وغالبا ما وجدت في المهنيين عديمي الخبرة، وعادة ما تكون نتيجة لحركة متفاوتة من القطب أو قوة مختارة بشكل غير صحيح والقيمة الحالية. بعض العيوب حاسمة، ويمكن تصحيح بعضها – في أي حال، السيطرة على التماس لتوافرها إلزامية.
النظر في العيوب هناك وكيفية التحقق منها:
- غير لحام – ملء كاف من المشترك مع المعدن المنصهر، يقلل بشكل كبير من قوة المفصل. الأسباب: ضعف الحالي، والسرعة المفرطة من حركة القطب. بعد تصحيح التيار والحد من طول القوس، يتم القضاء على عيب.




العيوب في شكل الشقوق، والتي تظهر في مرحلة تبريد المعادن، ويمكن أيضا أن تتشكل. الشقوق هي من تكوينين – موجهة عبر إما على طول التماس. اعتمادا على وقت تشكيل، تصنف الشقوق إلى الساخنة والباردة، وهذا الأخير يظهر بعد تصلب المفصل بسبب الأحمال المفرطة التي نوع معين من التماس لا يمكن أن تصمد أمام.
الشقوق الباردة هي عيب حاسم، والتي يمكن أن تؤدي إلى تدمير كامل للمفصل. في حالة تكوينها، فمن الضروري إعادة اللحام المناطق المتضررة، إذا كان هناك الكثير منهم – يجب أن تقطع التماس وإعادة جعل.
أنواع المفاصل الملحومة والطبقات


اللحام هو واحد من الطرق الرئيسية للانضمام، والذي يستخدم في الصناعة وفي المجال الخاص. هذا هو وسيلة رخيصة نسبيا وموثوق بها التي توفر اتصال دائم. وبالنظر إلى حقيقة أن هناك العديد من أنواع المعادن، ولكل منها ملامحها الخاصة من اللحام، فضلا عن مختلف ظروف العمل ومتطلبات الانضمام، وتتميز أنواع مختلفة من المفاصل الملحومة والطبقات.

منطقة ملحومة 
منطقة الانصهار تحتل 0.1 إلى 0.4 ملم من المعدن الأساسي. أنه يحتوي على الحبوب ذاب جزئيا. عندما يتم تسخين المعدن في هذه المنطقة، فإنه يكتسب بنية الإبرة. لديها قوة منخفضة و هشاشة عالية.
منطقة التأثير الحراري – تنقسم إلى أربعة أقسام. القسم الأول يشير إلى المعدن الأساسي، الذي يسخن إلى درجة حرارة أعلى من 1100 درجة مئوية. لديها بنية الخشنة الحبيبات. الحبوب في هذه المنطقة حوالي 12 مرات أكبر من تلك القياسية. بسبب ارتفاع درجة الحرارة، اللزوجة، ليونة وغيرها من الخصائص الميكانيكية من انخفاض المعادن. هذا هو أضعف جزء من اللحام، والتي غالبا ما تكون هناك فجوة.
القسم الثاني هو منطقة التطبيع، حيث يتم تسخين المعدن الرئيسي إلى 900 درجة مئوية. هيكل الحبوب هنا أصغر بكثير مما كانت عليه في الحالة السابقة. تأخذ هذه المنطقة من 1 إلى 4 ملم.
القسم الثالث هو منطقة البلورة غير المكتملة. هنا، يتم تسخين المعدن الأساسي من 750 إلى 900 درجة مئوية. على ذلك هناك كل من الحبوب الصغيرة والكبيرة. بسبب التوزيع غير المتكافئ للبلورات، يتم تقليل الخواص الميكانيكية.
القسم الرابع هو منطقة إعادة البلورة. تسخن المنطقة من 450 إلى 750 درجة مئوية. هنا، يتم استعادة شكل الحبوب، والتي تم تشويهها من قبل التأثيرات الميكانيكية الماضية. العرض التقريبي لهذا القسم هو من 5 إلى 7 ملم.
وتبدأ المنطقة المعدنية الرئيسية من موقع يتدفق إلى أقل من 450 درجة مئوية. هنا هيكل يشبه المعدن الأساسي، ولكن بسبب التدفئة، الصلب يفقد خصائصه من القلعة. يتم إطلاق النيتريدات والأكاسيد على طول الحدود، مما يضعف رابطة الحبوب. يكتسب المعدن قوة أعلى في هذا الموقع، ولكن له قوة تأثير أقل وقابلية ليونة.

تصنيف كامل من اللحامات والمفاصل
وتنقسم أنواع اللحامات إلى عدة فئات وفقا لخصائص مختلفة. واحد منهم هو الفرق في المظهر. هنا التمييز:
- مقعر (ضعفت)؛
- محدب (كما أنها عززت)؛
- عادي (فهي أيضا مسطحة).
على نوع التنفيذ هناك:
حسب عدد التصاريح:
حسب عدد الطبقات:
- متعدد الطبقات (عند لحام المعادن السميكة)؛
- من جانب واحد.
تصنيف المفاصل الملحومة يميز أكثر الأصناف على طول:
- بقعة طبقات (يتم إنشاؤها بواسطة لحام الاتصال).
- الشطرنج على الوجهين.
- سلسلة على الوجهين.
- من جانب واحد متقطعة.
- من جانب واحد المستمر.
أنواع اللحامات في اتجاه القوة:
- أمامي (عرضية) – القوة عمودي.
- شفة (طولية) – يتم قوة موازية للتماس.
- مائل – يتم الجهد في زاوية.
- جنبا إلى جنب – يجمع بين الأجنحة والأنواع الأمامية.
أنواع لحام اللحام والمفاصل في المكانية المكانية:
من حيث وظائفها والغرض منها، وفئات اللحام طبقات هي:
- موسعة – مصنوعة عن طريق الحركات التذبذبية عرضية من القطب.
- الخيوط – عرض التماس الذي عمليا لا يتجاوز قطر القطب اللحام.
ملامح من طبقات
هذا هو الخيار الأكثر شيوعا، وهو مشترك عادي من أوراق أو نهاية السطوح. فإنه يتطلب الحد الأدنى من المعدن والوقت. ويمكن أن يتم ذلك من دون شطبة من الحواف، إذا كانت أوراق رقيقة. بالنسبة للمنتجات السميكة، مطلوب إعداد المعدن للحام، حيث يكون من الضروري قص الحواف لزيادة عمق اللحام. هذا صحيح لسمك 8 مم وما فوق. إذا كان الجزء هو أكثر سمكا من 12 ملم، ثم مشترك بعقب من جانبين مع حافة الطحن ضروري هنا. وغالبا ما تتم هذه الاتصالات في وضع أفقي.

T- أصناف من المفاصل والطبقات ممثلة في شكل حرف “T”. يمكن أن يكون واحد أو مزدوج– الوجهين، ويمكن أيضا ربط المنتجات من سمك مختلفة. إذا تم تثبيت قطعة أصغر بشكل عمودي، يجب إمالة القطب إلى 60 درجة أثناء اللحام. هنا يمكنك أيضا استخدام لحام تك لإمالة الجزء وجعل نسخة أبسط من اللحام “في القارب”. وهذا يقلل من احتمالية التقليل. وعادة ما يفرض التماس في تمريرة واحدة. الآن هناك العديد من آلات لحام التعادل التلقائي.

وتعتبر زاوية اتصال يقع في زاوية من 90 درجة، أو قيمة أخرى. هذه المفاصل غالبا ما تكون حواف بودكاشيفايوتسيا، بحيث التماس يمكن أن تقع على عمق المطلوبة لضمان الموثوقية. اثنين– الجانب لحام يجعل اتصال أكثر قوة.

وتستخدم هذه الطريقة لصحائف اللحام بسمك أقل من 1 سنتيمتر. يتم طحنها فوق بعضها البعض ويتم طهيها من جانبين. وينبغي التأكد من عدم وجود رطوبة بينهما. في بعض الأحيان، لربط أفضل، ويخمر مثل هذا المركب من بعقب.

هندسة اللحام
بعد النظر في أنواع اللحامات الملحومة وطرق تطبيقها، يجدر الانتباه إلى المعلمات الهندسية الأساسية.

- E – عرض التماس تشكيلها.
- s هو سمك الشغل؛
- ب – الفجوة بين الشغل الملحومة.
- T هو سمك التماس التي تم الحصول عليها.
- H هو عمق الفراش من الجزء المطبوخ.
- س هو حجم الجزء محدب.

- A هو سمك التماس الزاوية التي. يتم تضمين مقدار التحدب والارتفاع المحسوب.
- P هو ارتفاع التصميم الذي يتوافق مع خط عمودي مرسومة من أعمق نقطة انصهار إلى وتر من أكبر مثلث مستقيمة المدرج في الجزء الخارجي من التماس.
- س – تحدب المنطقة الملحومة.
- K – اللحام فيليه الزاوية هو المسافة من سطح الشغل واحد إلى ركن من الآخر.
جميع أنواع المفاصل الملحومة والمفاصل تختلف اختلافا كبيرا في خصائصها. ولذلك، لكل حالة محددة من الضروري لتحديد مجموعة خاصة بها من المعلمات لمزيج ناجحة. أولا وقبل كل شيء، ينبغي إيلاء الاهتمام للموقف المكاني. كلما كان العمل أكثر سهولة، كلما كانت جودة التماس أفضل. وتعتبر لفات أفقية لتكون أسهل لأداء، وبالتالي، سادة محاولة لوضع الفراغات في هذا الموقف. في بعض الأحيان لديك حتى لتسليم نفس المنتج عدة مرات لضمان جودة عالية من التماس. “من المهم! لا ينبغي أن ننسى أن اللحام في تمرير واحد يساعد على تحقيق قوة أفضل من يمر متعددة. لذلك، تحتاج إلى إيجاد توازن بين الراحة وعدد من يمر. “
عندما الشغل سميكة تحتاج دائما إلى قطع الحواف ثم لا تزال تعمل على السطح لإضافة إلى النظافة. المفاصل بعقب هي أبسط وأفضل للعمل، كما أنها أسهل لإصلاح لتجنب تشويه الهندسة من الأجزاء التي تم الحصول عليها. بالإضافة إلى الاختيار الصحيح لنوع التماس، فمن الضروري أن تولي اهتماما أيضا لنظام درجة الحرارة، ومنذ ذلك الحين مناطق اللحام يمكن أن تتحول والمنتج ببساطة يذوب أو يصبح أقل شأنا.

حصة في الشبكات الاجتماعية

فحص الأشعة السينية من المفاصل الملحومة
+مناطق المنطقة الملحومة التصنيف الكامل للحامات والمفاصل

الفحص الشعاعي من اللحامات
+مناطق المنطقة الملحومة التصنيف الكامل للحامات والمفاصل

ستايلوسكوبينغ من طبقات ملحومة
+مناطق المنطقة الملحومة التصنيف الكامل للحامات والمفاصل

حساب منطقة مستعرضة للحام
+مناطق المنطقة الملحومة التصنيف الكامل للحامات والمفاصل
حساب منطقة مستعرضة للحام
من أجل حساب بشكل صحيح منطقة مستعرضة من الملحومة

تعزيز التماس الملحومة
في كثير من الأحيان في عملية أنشطة لحام، فمن المطلوب لتعزيز اللحام

لحام غير لحام
في العملية التكنولوجية من أعمال اللحام، لحام الملحومة ليست ملحومة، والتي

اختيار اللحام الحالي اعتمادا على قطر القطب
ويعتبر لحام واحدة من الطرق الأكثر موثوقية للحصول على جودة عالية قطعة واحدة

لحام من التماس اللحام
في البناء المهني في تركيب الهياكل المعدنية، وكذلك في إنشاء

الخصائص التقنية لحام بوك-40
لحام المعدن أفضل، لحام يستخدم أثناء لحام، والتي
ما الأقطاب الكهربائية التي تستخدمها؟
أي نوع من اللحام الانصهار هل تستخدم؟




يسمح بالنسخ الكامل أو الجزئي للمواد عند وضع رابط نشط