
دليل قوس اللحام
طرق لحام اليدوي. للحصول على جودة التماس الملحومة، تحتاج إلى تحديد وضع اللحام، والتي يتم تحديدها من قبل قطر القطب، وقيمة اللحام الحالي وطول القوس.
قطر القطب يتم اختيارها اعتمادا على سمك المعدن ونوع الملحومة المشتركة. في هذه الحالة، يمكنك توجيه البيانات التالية تقريبا:
سمك المعدن، مم
قطر القطب، مم
قيمة اللحام الحالي يعتمد على سمك المعدن لتكون ملحومة، ونوع من المفصل، وسرعة اللحام، وموقف لحام في الفضاء، وسمك ونوع طلاء القطب، وقطرها. في الممارسة العملية، قيمة اللحام الحالي عند اللحام مع أقطاب مصنوعة من الصلب منخفض الكربون يمكن تحديدها بواسطة الصيغة

حيث d هو قطر القطب، مم.
اللحام الحالي لا يؤثر فقط على عمق الاختراق، ولكن أيضا على شكل التماس. مع عرض مشترك يساوي 3-4 قطب القطب، وشكل التماس هو الأكثر ملاءمة.
طول القوس يؤثر بشكل كبير على نوعية التماس: أقصر القوس، وارتفاع نوعية المعادن لحام. يتم تحديد طول القوس بواسطة الصيغة

حيث d هو قطر القطب، مم.
وعادة ما يتم إجراء اللحام في التيارات فوق 50 A. مع تيار لحام أكثر من 100 ألف، قوس حرق الجهد يعتمد فقط على طول القوس ويتم تحديدها من قبل الصيغة

حيث α – معامل تميز انخفاض الجهد عبر الأقطاب الكهربائية (إلكترودات مع α = الصلب 10/12، عندما الفحم α = 35/38، β – معامل تميز انخفاض الجهد في طول ملم 1 من العمود قوس؛ β = 2،0-2، 5.
قوس الإشعال الجهد للتيار المباشر هو 40-60 فولت؛ فور فاريابل 50-70 V.
كفاءة لحام يعتمد على الوقت المستهلكة وقطر القطب. يتم تحديد الوقت الإجمالي بواسطة الصيغة
حيث t0 – الوقت حرق الرئيسي من قوس، ح؛  – عامل الحمولة لحام، يساوي 0.4-0.8، اعتمادا على نوع الإنتاج وطبيعة العمل المنجز.
– عامل الحمولة لحام، يساوي 0.4-0.8، اعتمادا على نوع الإنتاج وطبيعة العمل المنجز.
القوس الرئيسي حرق الوقت يمكن تحديدها بالصيغة

حيث Q هو كمية لحام المعادن، ز؛ I – لحام الحالي، A؛ H – معدل الترسيب، أي مبلغ في غرام من المعدن الكهربائي، لحام لأني ساعة لكل 1 A من لحام الحالي مع القطب علامة، وفقدان المعادن على الاشتعال ويتناثر؛ .. لأقطاب رقيقة المغلفة H = 7-8 ز / أ × ح، ولطخت سميك H = 10-12 جم / أ × ح وما فوق.
ويتحدد وزن معدن اللحام بالصيغة

حيث P – معامل ذوبان (8-14 ز / أ × ح)؛ I – اللحام الحالي، A.

حيث L هو طول التماس، م.
استهلاك الأقطاب الكهربائية (على الأبخرة، ترشيش و سيندر) هو ما يصل الى 25٪ من الكتلة الإجمالية من الأقطاب الكهربائية. استهلاك الطاقة الكهربائية للحام دس اليدوي هو 7-8 كيلوواط × h / كغ، وعلى التيار المتناوب – 3.5 كيلووات × h / كغ من المعدن الملحوم.
معدات مكان العمل للحام اليدوي يتكون من آلة لحام دس أو أس، وطاولة لحام، رف، درع السلامة، حامل كهربائي ومختلف أجهزة التجميع واللحام. وتقع محطة العمل لحام في مقصورة معزولة مجهزة التهوية بالهواء المضغوط.
تقنية اللحام اليدوي. القوس يمكن أن يكون متحمس بطريقتين: عن طريق لمس نهاية وجه القطب إلى الشغل لتكون ملحومة، تليها إزالتها إلى مسافة 3-4 ملم. حركة جانبية سريعة من القطب نحو المنتج الملحومة، تليها تراجع (مماثلة لإضاءة المباراة). لمسة من القطب إلى المنتج يجب أن تكون قصيرة الأجل: وإلا فإنه سيتم ملحومة للمنتج.
طول القوس يؤثر بشكل كبير على جودة اللحام. يحرق القوس القصير بشكل مطرد ويوفر التماس ملحومة ذات جودة عالية، حيث يمر المعدن المنصهر بسرعة من خلال الفجوة الهواء وأقل أكسدة و نيتريد. لتشكيل الصحيح من التماس عند اللحام مع القطب المستهلك، فإنه يجب أن تبقى مائلة فيما يتعلق سطح المعدن لحام (في زاوية 15-20 درجة من العمودي). من خلال تغيير زاوية القطب، فمن الممكن للسيطرة على عمق ذوبان المعدن الأساسي والتأثير على لحام ومعدل التبريد من المعدن اللحام.
عند لحام صفائح رقيقة، يتم تطبيق التماس في شكل الأسطوانة الضيقة (بعرض 0.8-1.5 من قطر القطب). عند لحام صفائح سميكة، وتستخدم بكرات موسعة. مع هذه اللحامات، نهاية القطب ينفذ ثلاث حركات: متعدية على طول محور القطب، متعدية على طول خط التماس والحركات التذبذبية عرضية. هذا الأخير تحسين التدفئة من حواف التماس، تبطئ التبريد من لحام المعادن بركة، إزالة العيب وضمان التماس موحدة. ويظهر مخطط مختلف حركات التذبذب في نهاية القطب في الشكل. 1.

التين. 1. رسم من حركة القطب أثناء لحام القوس اليدوي
لحام بعقب دون قطع الحواف (الشكل 2، أ) يتم أساسا من خلال الاختراق على جانب واحد من التماس. في هذه الحالات، فمن المستحسن استخدام بطانات (الصلب والنحاس). في بعض الأحيان، إذا كان ذلك ممكنا، لحام التماس مع الأسطوانة الضيقة على الظهر.
عند لحام بعقب لحام مع قطع على شكل V (الشكل 2B، أشعلت القوس بالقرب من الحافة وشطبة ظهرت الأسطوانة المعدنية. واعتمادا على ورقة سمك وقطر من الأقطاب الكهربائية خياطة تعمل في التمريرات واحد أو أكثر.
مع لحام متعدد الطبقات، يتم تنظيف كل طبقة جيدا. يتم تحديد عدد الطبقات على أساس قطر القطب. سمك الطبقة هو (0.8 / 1.2) دالبريد.
لحام طبقات على شكل X (الشكل 2، ه)، من أجل الحد من تشوه، وطبقت طبقات بالتناوب على جانبي القطع.
عند تشكيل التماس الزاوية (الشكل 2، د، د)، يتم وضع القطب في زاوية من 45 درجة إلى سطح الجزء. تطبيق القيم الحالية المتزايدة (من أجل تجنب فشل اللحام)، يميل كل من الأسطح الملحومة إلى المستوى الأفقي عند زاوية 45 درجة (اللحام في القارب، الشكل 2، ه).

التين. 2. مخطط من بكرات متداخلة لعقب والزاوية طبقات
عند لحام المفاصل الأفقية على الطائرة العمودية (الشكل 3، أ)، وتعطى القطع فقط إلى ورقة العليا، قوس متحمس في الحافة السفلية، ثم يتحول تدريجيا إلى الحافة العلوية مشطوفة.
طبقات عمودي أكثر صعوبة لحام بسبب تدفق المعدن المنصهر إلى الأسفل. ولتقليل جريان المعدن، يتم العمل باستخدام قوس قصير وفي اتجاه من الأسفل إلى الأعلى (الشكل 3.6)، باستثناء الأوراق التي يبلغ سمكها 1.5 مم.
اللحام من المفاصل السقف (الشكل 3، ج) يتم إنتاجها من قبل قوس قصيرة جدا (ماس كهربائى من القطب على الجزء). وتستخدم الأقطاب الكهربائية مع طلاء حراري، الذي يشكل حول الأقطاب “جلبة” تحتوي على تيار الغاز الموجهة عقد المعدن الكهربائي.

التين. 3. عرض تخطيطي للعمل عند لحام طبقات مختلفة: 1، 2. 3 – موقف القطب. 4 – الطلاء
زيادة طول القوس إلى 6-10 ملم لا يكون لها تأثير كبير على نوعية التماس الملحومة. عند اللحام مع القطب الكربون في تيار مباشر من القطبية المباشرة، واستهلاك هذا القطب لا يكاد يذكر، عند العمل على قطبية عكسية، كاربوريزاتيون من المعدن يمكن أن يحدث.
بالنسبة للمنتجات ذات حواف حواف الأوراق في بسمك 3 مم حام كهربائي الكربون المنتجة دون مواد حشو والمواد المصنوعة من سمك ورقة تتجاوز ZMM – مع الأعلاف في قضيب لحام القوس.
بالإضافة إلى قوس من العمل المباشر، يمكن للمرء أن يستخدم قوس من العمل غير المباشر. في هذه الحالة، يتم استخدام اثنين من أقطاب الكربون، عززت في حامل خاص.
إنتاجية اللحام مع القطب الكربون دون المضافة المعدنية في سمك الصلب من 1-3 ملم يصل 50-60 م / ساعة. قطر القطب الكربون يختلف في 10-25 ملم في القيمة الحالية من 200-600 ألف.
طرق التقدمية من اللحام اليدوي. استخدام أساليب جديدة عالية السرعة يمكن تحسين معدل الاستفادة من محطة لحام وزيادة إنتاجية اللحام اليدوي. الأساليب التكنولوجية الأكثر أهمية هي ارتفاع سرعة اللحام: اللحام مع تغلغل عميق لحام يقترن القطب أقطاب شعاع، متعددة اللحام الكهربائي، واللحام الكهربائي من ثلاث مراحل قوس طريح الفراش، الخ …
لحام اختراق عميق (الاختراق) (الشكل 4A) يحسن أداء 150-200٪. الأقطاب الكهربائية المغلفة جودة طلاء 1 (دهن طلي) مع نقطة انصهار أعلى من المعدن الكهربائي 2. ذاب قضيب معدني 3 هو داخل sbmazki 4 وجود مخروط يستريح شكل vtulochki على سطح قطعة العمل 5. هذا vtulochka يحمي من دوائر قصيرة، ويسهل الصيانة عملية، يسمح أفضل استخدام قوس الحرارة ويوفر أعمق الاختراق.
عند اللحام مع القطب المقترن، وانضم اثنين من الأقطاب معا بحيث واحد هو أطول من الآخر بنسبة 30-40 ملم. يتم تطبيق تيار على قضيب طويل. ثم يتم تطبيق طبقة طلاء مشتركة (طلاء) على الأقطاب. يتم تشكيل القوس بين قضيب طويل والمنتج، وذاب قضيب قصير بسبب الحرارة الزائدة من القوس.
وهناك نوع من اللحام من قبل القطب يقترن لحام من شعاع من الأقطاب (3-4 قطع). وعند تحديد حجم التيار، يؤخذ القطر الكلي لحزمة الأقطاب الكهربائية، أي،

ويرد مخطط اللحام مع شعاع من الأقطاب في الشكل. 4، ب. عندما قوس متحمس، التيار الأول يمر من خلال القطب الأول، ثم من خلال الثانية والثالثة، وهلم جرا.
وهناك تباين في هذه الطريقة هو متعدد القطب تطفو على السطح من قبل قوس تجول (الشكل 4، ج). يتم جمع عدة أقطاب في صف واحد في شكل مشط متكررة. يتم تغذية التيار قطب واحد للمنتج، والآخر لجميع الأقطاب. قوس تحت طبقة من التحركات يتحرك من قطب واحد إلى آخر أو في وقت واحد حروق من عدة أقطاب؛ في حين أن المعدن الأساسي لا تخترق قليلا. أثناء اللحام، يتم تغذية الأقطاب الكهربائية والتدفق تلقائيا.
لحام مع قوس ثلاثي الطور (الشكل 4، د) مقارنة مع اللحام القوس أحادية الطور يزيد الإنتاجية من مرتين إلى ثلاث مرات، ويقلل من استهلاك الطاقة بنحو 25٪ ويوفر لحام أعمق من المنتجات الملحومة. يتم توصيل المرحلتين الأوليين من المصدر الحالي 1 بشكل منفصل إلى اثنين من الأقطاب المتوازية 2 وجود طلاء سميك. يتم توصيل المرحلة الثالثة للمنتج 3. عند إغلاق ثلاثة أقواس تتشكل 4. أنها تضمن استقرار وموثوقية عملية اللحام.

التين. 4. سبيدي أساليب الفرامل اليدوي: a– لحام مع اختراق عميق؛ б – شعاع اللحام من الأقطاب الكهربائية. ج) لحام متعدد القطب تحت طبقة تدفق؛ د – لحام مع قوس ثلاثي الأطوار؛ د – لحام بواسطة القطب راقد: 1 – اللحام إلى المفصل بواسطة القطب واحد. 2 – سياركا في المفصل بواسطة شعاع من الأقطاب الكهربائية. 3 – لحام من T- المشتركة
وتشمل طرق السرعة لحام مع القطب راقد (الشكل 4، د). يوضع القطب أو الأقطاب جودة شعاع المغلفة في الحافات في بعقب أجزاء مشتركة 1، 2 زاوية أو T-المفاصل طريح الفراش 3. اللحام الكهربائي يمكن أن يؤدي إلى مباشرة والتيار المتردد، ولكن يتم الحصول على أفضل النتائج من خلال لحام في قطبية على التوالي الحالية ثابت. ويؤدي التيار إلى القطب والمادة.
المشاهدات: 34452 تم الإنشاء: 2012-09-15 المصدر: بايب تيشنولوغي
قوس اللحام: غوست والتكنولوجيا
لحام القوس الكهربائي هو طريقة التكنولوجيا الفائقة للمعالجة المعدنية، والذي يسمح طريقة فعالة للعمل مع هياكل معدنية سميكة.
هذا هو نوع من اللحام المستخدمة في تركيب المنتجات المعدنية المختلفة، وفي الشؤون المنزلية، فإنه لا يزال مساعد ممتاز لهذا اليوم.
وبطبيعة الحال، فإن طبيعة التماس الملحومة تعتمد على نوعية المنتج وعلى بيانات المؤهل نفسه. ولكن إذا لم يتم فرض متطلبات معينة على هيكل معدني، حتى رجل دون خبرة عمل كبيرة يمكن فهم حالة ملحومة. و مؤخرا العاكس الحديثة المعدات يبسط إلى حد كبير العمل على منتجات اللحام.
قبل أن تقرر ما لحام القوس الكهربائي من المعادن وكيفية القيام بذلك، ينبغي للمرء أن يفكر من سلامة تنفيذ العمل مع معدات اللحام. معظم القادمين الجدد لا تولي اهتماما لنظام السلامة، الأمر الذي يؤدي إلى عواقب غير سارة وحادة.
– والأكثر أهمية هو السلامة الكهربائية. فمن الضروري لمراقبة ظهور كابل الطاقة بحيث يكون العزل في الشكل الصحيح. لا تعمل أثناء المطر أو في الطقس الرطب.
– عند اللحام، ينبغي استخدام وسائل الحماية الفردية. هذا صحيح بشكل خاص في العينين. بعد كل شيء، قوس اللحام تنتج الكثير من الأشعة فوق البنفسجية، وهو ضار للرؤية. لذلك، في العمل فمن الضروري استخدام درع خاص مع الزجاج الداكن.
– وينبغي أن تكون الملابس لحام من النسيج الكثيف، منذ الخبث والمعادن المنصهرة، والحصول على مناطق مفتوحة من الجسم، وغالبا ما تترك حروق شديدة، والتي لفترة طويلة شفاء.

يتم اللحام بفضل الطاقة الحرارية التي ينتجها القوس الكهربائي الذي يظهر بين الموقد والمعادن. لإنتاج القوس، وتستخدم الأقطاب الخاصة التي تذوب حافة المنتج وربط المعدن المنصهر لتشكيل التماس لحام.
الأقطاب الكهربائية لحام القوس أنفسهم تتكون من سلك من سمك معين، والتي يتم تطبيق طلاء خاص. كل معدن وطرق التشغيل المختلفة تتطلب استخدام درجات القطب الخاصة. العلامات التجارية الأكثر شيوعا هي إبس، سسي، سم و أوب.

وتسمى المعدات الرئيسية المستخدمة من قبل لحام لحام محول. مهمتها هي للحد من الجهد، مما يؤثر على التضخيم من أمبيرج كافية لذوبان المعدن.
آلة لحام القوس الكهربائي يمكن أن يكون “local9raquo؛، للاستخدام المنزلي مع اتصال لمرحلة واحدة، والصناعية، مع قدرة كبيرة، والذي يرتبط إلى ثلاث مراحل. أيضا، يتم تقسيم معدات اللحام إلى إنتاج التيار المباشر وتحويل الجهد المستمر (المحولات).
في الحياة المنزلية، يوصي الخبراء وجود العاكس لحام، والتي، على الرغم من أن أكثر تكلفة من الأجهزة التقليدية، ولكن لديه عدد من الجوانب الإيجابية:
1. خفيفة الوزن.
2. الاستقرار إلى حجم التيار والجهد الناتج، والذي، بدوره، يؤثر على نوعية القوس الكهربائي، مستقلة تقريبا من يقفز الجهد في الشبكة.
3. البساطة وسهولة التشغيل على ارتفاع.

غوست: لحام القوس الكهربائي اليدوي
أولئك الذين يشاركون مهنيا في اللحام، ونعرف أن هناك معايير وضعت خصيصا لحام المعادن، وأنواع من المفاصل، والعمل مع الألومنيوم، ونوعية الأقطاب، وهلم جرا. لمزيد من العمل الفعال، يجب عليك الالتزام بهذه القواعد. على سبيل المثال، غوست 5264-80 هي المسؤولة عن أساليب ربط اللحام من الهياكل المعدنية: التماس مستقيم، مشطوف أو مشطوف مع القفل.
ما هو آخر لحام قوس منظم؟ غوست 14771-76 يدخل قواعد للطهي في الغازات الدرع. هناك غوستس الأخرى التي تنظم أساليب العمل مع اللحام الكهربائي. في الصناعة والصناعة، وهذه المعايير تؤخذ على محمل الجد وبشكل متعمد. يجب على كل حاملي يعمل في مؤسسة معرفة جميع غوستس، وإذا أمكن، تطبيقها.
أثناء القيام بالأعمال المنزلية، ليس من الضروري الالتزام بهذه المعايير، ولكن من المستحسن أن يكون هناك فكرة عامة على الأقل عنهم. على سبيل المثال قياسي (دليل قوس اللحام) تحت رقم 26-291-79، الذي يحدد قواعد لاستخدام بعض العلامات التجارية من الأقطاب الكهربائية وسمك لحام مختلف المعادن والمكملات الغذائية منها.
نفس المعايير تصف وصلات اللحام الرئيسية:
– التداخل عندما يغطي قطعة واحدة الآخر قليلا.
– الأرداف – كل من الكائنات رست لبعضها البعض على نفس الطائرة.
– بعقب يغلي في شكل حرف “T9raquo؛.

قوس اللحام التكنولوجيا
تقنية اللحام اليدوي تتكون مما يلي: إنشاء قوس وعقده في مكان معين، والانتقال الكهربائي وتشكيل التماس الملحومة. يمكن أن يظهر قوس بطريقتين:
1. التعرض القصير (تأثير) القطب على سطح المعدن.
2. حرك القطب فوق المعدن في شكل مباراة سقسقة.
بعد ظهور القوس، يتم سحب الموقد قليلا لدعم مستقر للاحتراق. انطلاقا من نظام اللحام، يتم سحب القطب إلى مسافة تساوي 0.5-1 من قطره.

من أجل الحصول على لحام ذات جودة عالية لحام القوس، فمن الضروري لتحريك الأقطاب في ثلاثة مواقع:
– حركة متعدية صغيرة، حيث يتم سحب القطب ثم، فإنه يقترب من سطح المواد لتكون ملحومة.
– حركة القطب على طول محور التماس من الشغل. وتعتبر هذه الحركة لتكون الرئيسية في اللحام. سرعة الحركة يمكن أن تكون بطيئة أو سريعة، اعتمادا على وضع التشغيل، القوة الحالية، وأيضا على نوع التماس.
– يتم نقل القطب بشكل عرضي إلى محور التماس. وهكذا، فإن أجزاء انضمت بكرة معدنية.
المؤهلات العالية والمهنية للحام تحديد كيف بوضوح وثقة انه يمكن الحفاظ على القوس، وكذلك قدرته على أداء جميع الطرق الثلاث لإجراء القطب.

من أجل معرفة التيار المطلوب للحام، فمن الضروري تحديد ما هو نوع من المفاصل المخطط وما قطر يستخدم القطب في:
– عند وضع التماس السفلي، يجب أن يكون التيار لقطر من ثلاثة مليمترات 75-100 A، وخمسة ملم – 160-180 ألف.
– مع تصاعد محض، فمن الضروري للحد من التيار لنفس الأقطاب إلى 80 ألف وإلى 150 ألف، على التوالي.
– الطبقات العليا، ودعا السقف، يتم فرضه بواسطة أقطاب 3-4 ملم، الذي ينبغي أن لا تكون القوة الحالية أقل من 70 ألف وأكبر من 100 أ.
يمكن لحام القوس الكهربائي تحويل الطاقة الكهربائية إلى طاقة حرارية. وهذا هو السمة الرئيسية. يتم تسخين القوس إلى درجة حرارة 6000-8000 درجة مئوية، مما يجعل من الممكن لإذابة العملية أي معدن أو سبيكة. القوس نفسه محاط بهالة. على سطح القطب، ودرجة الحرارة تنخفض إلى حد ما وحوالي 4000 درجة مئوية.
أثناء اللحام، حمام من المعدن الساخن والمعدن مع أشكال حفرة صغيرة على سطح الجزء. القوس بطول 2-6 ملم. هذا هو مسافة العمل العادية لجميع أنواع تقريبا من المنزلية وبعض الأعمال الملحومة الصناعية.
يتم لحام مع قوس قصيرة، لأنه مع قوس طويل، يبدأ البداية قوية، يتم قطع التماس ويحدث ارتفاع سيئة من المعدن.
إذا تم تنفيذ العمل مع القطب الكربون، يمكن أن يكون طول القوس الكهربائي من أجل 20 ملم.
كما سبق ذكره، قوس اللحام يمكن استخدام بالتناوب أو التيار المباشر. مع التيار المتردد، القوس الكهربائي ضعيف وغير مستقر. لتحسين جودته، وزيادة الحالية. ولذلك، فمن الضروري لمراقبة الإجهاد عند طهي بعض المنتجات. على سبيل المثال، إذا كانت أجزاء صغيرة ملحومة، هناك خطر حرقها.
مع تيار مستمر، القوس مستقر، أي يسمح أنت أن يلحم [سمبل أند رن] معدن بنية.

القواعد الأساسية لحام الأنابيب
لحام القوس الكهربائي من الأنابيب يسمح للعمل مع مادة الأنابيب التي يبلغ قطرها 5-120 سم وسمك الجدار من 3 إلى 25 ملم.
يتم لحام الأنابيب المفاصل بواسطة عدة طبقات. بعد كل مرور، فمن الضروري لتنظيف سطح التماس الأخير من طبقة من الخبث.
أنابيب، قطرها أقل من 22 سم، اللحام عامل واحد. سمك الجدران لا يهم. ولكن إذا كان المنتج يتجاوز القطر المشار إليه، يتم تنفيذ العمل الملحوم من قبل اثنين من اللحامين معا.
عملية الطبخ صغيرة قدر الإمكان حتى لا تعكر هيكل ونوعية التماس. التماس نفسها يجب أن تتداخل خط مشترك من قبل بضعة مليمترات في كل اتجاه. في هذه الحالة، سمكا جدران الأنابيب، والمزيد من طبقات تحتاج إلى تطبيقها. ويعرف المتخصصون الذين يعملون كعمال لحام في شركات النفط والغاز ما يلي:
– مع سمك الجدار تصل إلى 6 ملم – عدد طبقات خياطة – 2؛
وهلم جرا. مع أقصى سماكة الأنابيب، وعدد من طبقات تصل إلى سبعة. الرئيسي، يتم إجراء التماس الأولي من قبل القطب، الذي ينبغي أن يكون قطرها 3 ملم.
ملامح المواد الملحومة الموجودة
لحام أجزاء الحديد الزهر هو عملية شاقة بسبب التركيب الكيميائي من الحديد الزهر وخصائصه. لا توجد تقنية محددة للعمل مع الحديد الزهر، لأن الهيكل المختلف لهذه المادة يتطلب نهجا مختلفة. ومع ذلك، كل الأساليب القائمة تعمل مع وتنقسم إلى نوعين هذا المعدن: اللحام الحراري، عندما يكون الكائن ساخنة، ثم تترك لتبرد البرد و- المنتج لا قبل ساخنة، ولكن يخمر التي صممت خصيصا لأقطاب من الحديد الزهر.
المعادن غير الحديدية وسبائكها
وتستخدم منتجات هذه العناصر، وخاصة الألومنيوم، على نطاق واسع لقطع الغيار في المركبات. ومع ذلك، من الصعب لحام النحاس والنحاس والبرونز السطوح، وهذه المعادن لديها سيولة عالية في حالة المنصهر، فإنها تمتص بسرعة الأوكسجين وتتأكسد. في منطقة اللحام، هذه المعادن تغيير هيكلها.
ينصح الخبراء العمل مع أقطاب معدنية اللون من من-5 و أوزب-1، وأيضا مع القطب الكربون في القوة الحالية ثابتة.
أيضا، العديد من اللحام استخدام النحاس التي تحتوي على الزنك عند العمل مع النحاس والنحاس. تبخره يساعد على تبريد أسطح المواد الملحومة بشكل أسرع وتحسين نوعية التماس. ولكن في عملية العمل، والزنك يطلق الغازات السامة، وذلك عند العمل معها، وارتداء قناع أو التنفس.
يتم تسخين هذا المعدن في درجات حرارة منخفضة. وهكذا، يبدأ الألومنيوم النقي في الذوبان عند درجة حرارة 660 درجة مئوية، وسبائكه – في 2000 درجة مئوية. لذلك، بدلا من الأقطاب القياسية، ويستخدم سلك للعمل معها، وهو مشابه في تكوين الألمنيوم. على سبيل المثال، غالبا ما تستخدم أقطاب الألمنيوم أوزا-1 و أوزا-2 في الشركات وفي الصناعات الثقيلة لحام أجزاء السيارات.
جهاز لحام كهربائي يدوي هو شيء مفيد ليس فقط في الإنتاج، ولكن أيضا في المسائل المنزلية. تقريبا أي بناء المعادن يمكن ملحومة من تلقاء نفسها في المنزل، إذا كنت تستمع إلى المشورة من المتخصصين ولها المعرفة والمهارات الأساسية في العمل مع لحام القوس الكهربائي.
العنصر الأكثر أهمية عند العمل على معدات اللحام هو مراعاة احتياطات السلامة، حيث يمكنك معرفة كيفية طهي المعادن حتى عن طريق التجربة والخطأ، ولكن يجب أن لا تجربة مع صحتك.
قوس اللحام – أنواع، أساليب، التكنولوجيا
اللحام، الذي يتم تطبيق قوس الضوء، هو الأسلوب الأكثر شيوعا للانضمام المعادن. قوس اللحام الكهربائي، وهو استثنائي تنوعا، الآن بنجاح تطبيق تقريبا في كل مكان.

عملية لحام القوس الكهربائي
ما هي طريقة لحام القوس الكهربائي؟
يتم تنفيذ اللحام بالقوس الكهربائي مع الاستخدام الإلزامي لمصدر تيار عالي، والذي يتميز في الوقت نفسه بجهد منخفض. يتم تطبيق هذا الجهد في وقت واحد على حد سواء إلى القطب لحام (جهة اتصال واحدة) وإلى الشغل الملحومة (الاتصال الثاني). ونتيجة للتفاعل بين الشغل والقطب الكهربائي، يتم تشكيل قوس كهربائي بينهما، ويرجع ذلك إلى ذلك، وحواف الأجزاء انضم ذوبان. استخدام هذا القوس، وهو ضروري لتحويل الطاقة من تيار كهربائي إلى واحد الحرارية، يجعل من الممكن الحصول في منطقة اللحام القوس درجة حرارة من 5000 درجة، وهو ما يكفي لإذابة أي من المعادن المعروفة للبشرية.
تكنولوجيا لحام القوس الكهربائي يفترض ذوبان في وقت واحد من المعدن الكهربائي والأجزاء المتصلة، ويرجع ذلك إلى ما يسمى تشكيل تجمع لحام. في هذا الحمام وجميع العمليات التي هي سمة لحام تجري: يتفاعل المعدن الكهربائي مع المعدن من الأجزاء المتصلة، يتم تشكيل الخبث الذي يرتفع إلى سطح بركة لحام المنصهر ويشكل فيلم واقية.
قوس اللحام يمكن أن يؤديها أقطاب من نوعين:
- لا تذوب أثناء عملية الحصول على ملحومة المشتركة؛
- استهلاك.

أقطاب لحام القوس اليدوي
عندما يتم استخدام القطب غير المستهلكة لحام القوس الكهربائي، ويستخدم سلك حشو خاص أدخلت في منطقة قوس لتشكيل التماس الملحومة. عند استخدام الأقطاب الكهربائية من نوع ذوبان التي تشكل نفسها التماس لحام، ليست هناك حاجة لسلك حشو.
لحام القوس الكهربائي لتمرير مع ارتفاع الاستقرار والقوس لا يطفئ، تضاف إضافات خاصة إلى تكوين الأقطاب الكهربائية المستهلكة. هذا يمكن أن يكون الصوديوم والبوتاسيوم أو العناصر الأخرى التي لديها درجة جيدة من التأين. يمكن استخدام الغازات المختلفة لحماية التماس اللحام من الأكسدة:
- الأرجون.
- ثاني أكسيد الكربون؛
- الهيليوم.
لأداء لحام القوس الكهربائي باستخدام مثل هذه الغازات، فمن الضروري استخدام آلات لحام، في تصميم التي يتم توفير رؤساء خاص. من خلال هذا الأخير ويتم توفير الغاز واقية.
لأداء اللحام مع تشكيل قوس كهربائي، يمكن استخدام كل من التيار المستمر والتناوب. في معظم الحالات، يكون استخدام التيار المباشر أكثر تفضيلا، حيث أن هذا يجعل من الممكن تقليل درجة تشتت المعدن المنصهر.
خصائص القوس الكهربائي
القوس الكهربائي، الذي يتم تشكيله بمساعدة جهاز لحام، هو، في الواقع، تصريف كهربائي يتدفق في وسط الغازات. التيار الكهربائي، الذي يتحرك في ذلك، يحصل على مثل هذه الفرصة بسبب وجود حقل كهربائي في ذلك. وعادة ما يسمى هذا القوس من أجل ترتيب المصطلحات لحام.
قوس اللحام، والذي هو العنصر الرئيسي في الدائرة الكهربائية التي يجري تشكيلها، ويتميز بانخفاض في الجهد. إذا تم توصيل القطب لحام إلى محطة إيجابية من آلة لحام، ويسمى الأنود، إذا كان القطب السالب، الكاثود. عند أداء قوس اللحام باستخدام التيار المتردد، يتم استبدال الكاثودات والأنودات بالتناوب.
المعلمة الأكثر أهمية من قوس اللحام هي المسافة بين الأقطاب المتفاعلة. مثل هذا الفاصل الزمني، الذي تدفقات التيار الكهربائي، ويسمى قوس الحالي. تدفق التيار الكهربائي من خلال مثل هذا الفاصل الزمني ممكن فقط إذا كان هناك جسيمات مشحونة في ذلك – الإلكترونات والأيونات. في البداية، بطبيعة الحال، لا توجد مثل هذه الجسيمات في الفاصل الزمني المحدد. ولكي تظهر، من الضروري أن تبدأ عملية التأين.
هيكل قوس اللحام
يحدث تأين فجوة القوس على النحو التالي: من سطح الكاثود يبدأ في انبعاث الإلكترونات، التي تهمة الأبخرة والغازات تشكلت فوق بركة لحام. قوس لحام يحدث:
- نوع مضغوط (يمكن تغيير المقطع العرضي عن طريق فوهة آلة لحام، وحجم المجال الكهرومغناطيسي، ومعلمات تدفق الغاز).
- (ويسمى أيضا قوس من العمل المباشر – المعلمات من قوس من هذا النوع لا تنظم، فهي لم تتغير).
أنواع وطرق لحام القوس الكهربائي
اليوم، يتم استخدام عدة طرق لحام القوس الكهربائي بنجاح، واختيار الذي يعتمد على المعادن التي مصنوعة من أجزاء. الطريقة الأكثر شيوعا المستخدمة للانضمام المنتجات من كل من الحديدية وغير– المعادن الحديدية هو دليل قوس اللحام، حيث أنه من الضروري لحماية منطقة اللحام.
يتم تنفيذ اللحام باستخدام هذه الطريقة على النحو التالي. نهاية القطب، والتي ترتبط إلى حامل كهربائي، يبدأ في تسخين عندما يتم لمسها من قبل الأجزاء ليتم توصيلها. ومن عند هذه النقطة أن الدائرة الكهربائية يغلق. بعد تسخين نهاية القطب، يتم إزالتها بعناية من سطح الأجزاء لمسافة 5 مم. تدفق التيار الكهربائي بعد هذا الانسحاب يتم بالفعل من خلال الجسم من قوس مضاءة.

قوس اللحام من الأنبوب مع القطب المستهلك
لزيادة استقرار القوس، لحماية كل من قوس والمنطقة المعدن المنصهر من العوامل الخارجية السلبية، إضافة خاصة ديوكسيدانتس لحام المعادن، مما يجعلها أكثر نقاء، استخدام طلاء خاص تطبيقها على قضيب القطب المعدني.
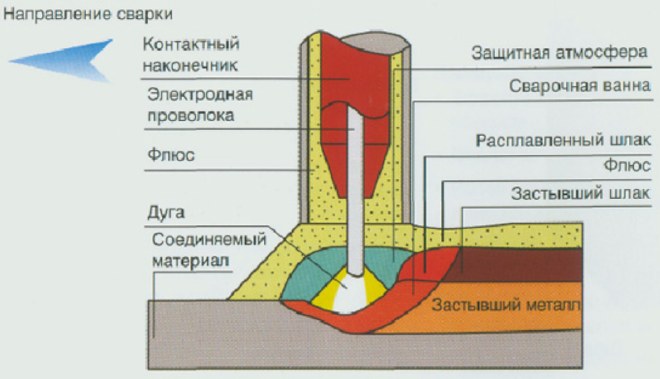
تقريبا يتم تنفيذ نفس المخطط بواسطة قوس اللحام تحت طبقة من تدفق الحماية، والتي تستخدم آلات لحام خاصة، أساسا من نوع التلقائي. يتم تنفيذ دور القطب مع هذه الطريقة عن طريق أسلاك اللحام، والتي يتم تغذية تلقائيا من بكرة خاصة. مع استخدام هذه التكنولوجيا، فمن الممكن لحام المنتجات من سمك كبير في سرعة عالية. وبطبيعة الحال، يجب أن تكون هذه المنتجات أعدت بعناية لعملية اللحام، والذي يأخذ الكثير من الوقت والجهد.
قوس اللحام الكهربائي، الذي يتم تنفيذه من قبل القطب غير المستهلكة مصنوعة من التنغستن، أصبحت شعبية جدا. هل هذا اللحام في بيئة الغاز واقية، والتي يتم تغذية من خلال فوهة آلة لحام. هنا، يتم استخدام ثاني أكسيد الكربون، الهيليوم أو الأرجون. وتستخدم هذه التقنية لربط أجزاء مصنوعة من الفولاذ المقاوم للصدأ والنيكل وسبائك الألومنيوم.

آلة لحام العاكس لحام القوس الكهربائي
لحام القوس الكهربائي باستخدام الغازات الواقية، ويمكن أيضا أن تستخدم سلك ذوبان الكهربائي. في منطقة اللحام، يتم تغذية هذا السلك من خليج خاص. يتم تغذية الغاز التدريع من خلال نفس فوهة، من خلالها سلك اللحام يدخل أيضا. وهناك ميزة كبيرة لهذه التكنولوجيا (التي تنتمي إلى فئة الغاز الكهربائية) هو إمكانية تعديل المعلمات من قوس اللحام بسبب تغيير طفيف في تكوين خليط الغاز واقية.
مع مساعدة من هذه التكنولوجيا الغاز الكهربائية، فمن الممكن الجمع بين المعادن التي تتميز النشاط الكيميائي عالية (النحاس والفولاذ المقاوم للصدأ والمغنيسيوم، وما إلى ذلك). وتجدر الإشارة إلى العديد من المزايا الأكثر أهمية لهذه التكنولوجيا:
- فمن الممكن أن يؤدي بسهولة لحام القوس من أجزاء في المواقف المكانية المختلفة؛
- نظرة عامة جيدة من منطقة اللحام؛
- إمكانية لأداء اللحام القوس بسرعة عالية.
- عالية النقاء لحام طبقات؛
- القدرة على لحام أجزاء سميكة جدا ورقيقة جدا.
قوس اللحام يمكن أن يؤديها باستخدام القطب الذي يحتوي على قسم أنبوبي. المواد لصنع مثل هذه الأقطاب هي الأسلاك محفور تدفق وخليط من التدفقات التي تشكل طبقة واقية من بركة اللحام. القطب نفسه بمثابة مادة حشو للقوس الكهربائي لحام باستخدام هذه التكنولوجيا.
 لحام الأرجون – دروس التكنولوجيا والفيديو للمبتدئين
لحام الأرجون – دروس التكنولوجيا والفيديو للمبتدئين الأرجون (الأرجون قوس) لحام – التكنولوجيا، مبدأ التشغيل والمعدات
الأرجون (الأرجون قوس) لحام – التكنولوجيا، مبدأ التشغيل والمعدات اللحام المغمور – الفروق الدقيقة في التكنولوجيا، مزايا وعيوب
اللحام المغمور – الفروق الدقيقة في التكنولوجيا، مزايا وعيوب لحام الأرجون – ملامح التكنولوجيا ومعدات اللحام
لحام الأرجون – ملامح التكنولوجيا ومعدات اللحام الأرجون لحام بنفسك – مخطط، صور، فيديو
الأرجون لحام بنفسك – مخطط، صور، فيديو لحام الألومنيوم – كيفية جعل الألومنيوم بشكل صحيح في المنزل
لحام الألومنيوم – كيفية جعل الألومنيوم بشكل صحيح في المنزل
إضافة تعليق إلغاء الرد
خطوة بخطوة التدريب العملي على دروس الفيديو سؤال الجواب
اطرح سؤالا على اختصاصي
الكتب المعدنية
جوازات أدوات القطع المعدنية غوستس
كتالوج غوستس شعبية
سمك الجدار: مم
سمك الجدار: مم
سمك ورقة: مم
المساحة الإجمالية: m 2
المساحة الإجمالية: m 2
سمك الجدار: مم
سمك الجدار: مم
سمك الجدار: مم
لا يمكن استخدام مواد الموقع إلا إذا حددت رابطا نشطا كاملا للمصدر.