
كيفية غلي معدن رقيقة
لحام المعادن رقيقة مشكلة حتى بالنسبة لبعض لحام مع خبرة. المبتدئين في الأعمال الملحومة بشكل عام لديهم صعوبة في الوقت. أنها لا تعمل على الإطلاق مع القواعد التي عند لحام المواد سميكة: هناك الكثير من الميزات والمضاعفات بسبب التي من الصعب لتحديد وسائط والأقطاب الكهربائية. فإنه من الأسهل القيام به مع آلات لحام شبه التلقائي، لكنها نادرة جدا في الحياة اليومية، العاكسون هي أكثر شيوعا. هذا عن لحام العاكس المعدني الرفيع وسوف نتحدث.
والصعوبة الأولى في لحام المعدن من سمك صغير هو أنه لا يمكن أن تكون ساخنة جدا بقوة: فإنه يحترق، يتم تشكيل الثقوب. لأنها تعمل على مبدأ “أسرع، وأفضل” وحول أي مسار حركة الأقطاب ليست على الإطلاق. يتم طهي صفائح رقيقة من خلال إجراء القطب في اتجاه واحد – على طول التماس دون أي انحرافات.

عند لحام المعادن رقيقة، ورقة سخونة والانحناء
الصعوبة الثانية هي أنك تحتاج إلى العمل على التيارات الصغيرة، وهذا يؤدي إلى حقيقة أن قوس لديه للقيام قصيرة واحدة. مع فصل طفيف، فإنه يخرج للتو. قد يكون هناك أيضا مشاكل مع اشتعال القوس، وبالتالي استخدام الجهاز مع جيدة فولت أمبير مميزة (لا تحميل الجهد فوق 70 فولت) والتكيف السلس لحام الحالية، الذي يبدأ من 10 A.
مشكلة أخرى: مع تدفئة قوية، والهندسة من صفائح رقيقة التغييرات: أنها عازمة من قبل موجات. ومن الصعب جدا التخلص من هذا النقص. الخيار الوحيد هو محاولة عدم ارتفاع درجة الحرارة أو لإزالة الحرارة (حول الطريقة مع الحشايا بالوعة الحرارة قراءة أدناه).
عند لحام بعقب نهاية صفائح معدنية رقيقة، يتم معالجة حوافهم بعناية وتنظيفها. وجود الأوساخ والصدأ تجعل لحام أكثر إشكالية. لذلك، محاذاة بعناية كل شيء وتنظيفه. وضع الأوراق قريبة جدا من بعضها البعض – من دون فجوة. يتم إصلاح التفاصيل مع المشابك، المشابك وغيرها من الأجهزة. ثم يتم فهم التفاصيل كل 7-10 سم بواسطة غرز قصيرة – غرز. ولن يسمحوا بتغيير التفاصيل، وهم أقل عرضة للثني.

إذا كان جيدا لتنظيف حواف، التماس جيدة
كيفية غلي العاكس المعادن رقيقة
آلات اللحام المنتجة دس جيدة في أننا يمكن طهي على عكس القطبية. لهذا، نحن ربط الكابل إلى “+” مع حامل القطب، و “-” نعلق على الجزء. مع هذا الصدد، يتم تسخين القطب أكثر، ويتم تسخين المعدن إلى أدنى حد ممكن.
تخمير ضروري مع استخدام أنحف أقطاب: من 1.5 ملم إلى 2 ملم. في هذه الحالة، تحتاج إلى اختيار مع معدل ذوبان عالية: ثم حتى في التيارات المنخفضة التماس سيكون النوعي. يتم تعيين الحالي منخفضة. بالنسبة للأقطاب الكهربائية التي يبلغ حجمها 1.5 مم، يجب أن تكون من 30-45 أمبير، ل “اثنين” – 40-60 أمبير. وضع حقا في بعض الأحيان وأدناه: من المهم أن تتمكن من العمل.
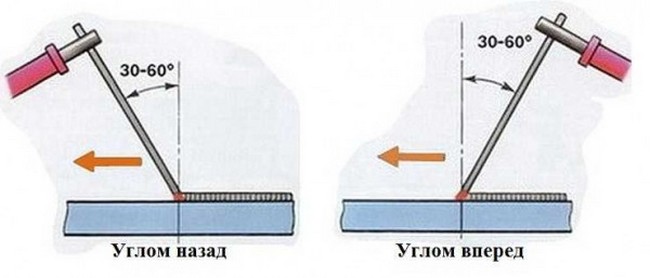
لجعل المعدن أقل تسخين، يتم وضع أجزاء في الاتجاه الرأسي أو على الأقل منحرف. ثم الشراب من أعلى إلى أسفل، وتحريك غيض من القطب بدقة في هذا الاتجاه (دون انحراف وعدم العودة). زاوية الميل هي زاوية إلى الأمام، في حين أن قيمته 30-40 درجة. وبالتالي فإن تسخين المعدن يكون الحد الأدنى، وهذا لحام المعادن رقيقة هي واحدة من أهم المهام.

مواقف القطب أثناء اللحام واستخدامها
توصية عامة لاختيار أقطاب لحام المعادن رقيقة: شراء لهذا العمل جودة الأقطاب المستوردة. سيكون هناك مشاكل أقل.
تقنيات وطرق لحام صفائح معدنية رقيقة
في بعض الأحيان تحتاج صفائح رقيقة إلى أن تكون ملحومة في زاوية. في هذه الحالة، فمن أكثر ملاءمة لاستخدام طريقة التشفيه: حواف ورقة عازمة على زاوية المطلوبة، تثبيتها مع قصيرة عبر طبقات كل 5-10 سم.بعد لحام كما أعلاه: التماس المستمر من أعلى إلى أسفل.
يظهر الفيديو كيفية طهي قطب الصفائح المعدنية رقيقة باستخدام لحام العاكس. يتم استخدام طريقة التشفيه: حواف الأجزاء عازمة، ثم يتم القبض عليهم في عدة أماكن من قبل طبقات قصيرة. بعد ذلك هناك لحام مع القطب رقيقة 2 مم.
ليس من الممكن دائما لتجنب الحروق دون لحام. ثم يمكنك محاولة لتمزيق القوس لبضع لحظات، ثم مرة أخرى خفض القطب في نفس المكان وتقدمه بضعة مليمترات أخرى. لذلك، تمزيق والعودة القوس، والطبخ. مع هذا الأسلوب، اتضح أن المعدن خلال فصل القوس لديه الوقت لتبرد. في الفيديو، سترى كيف يتغير لون بقعة لحام بعد إزالة القطب. الشيء الرئيسي هو عدم السماح المعدن يبرد كثيرا.
ويظهر لحام المعادن رقيقة مع فصل قوس في الجزء الأول من الفيديو. وتداخلت طريقة التداخل (جزء واحد يتداخل مع الثانية من 1-3 سم)، ويستخدم القطب مع طلاء الروتيل (للهيكل الهيكلي وانخفاض سبائك الصلب). ثم، لحام الفولاذ المقاوم للصدأ مع القطب غير القابل للصدأ مع طلاء الأساسية هو مبين، وأخيرا يتم ملحومة نفس مشترك من المعادن الحديدية مع نفس الفولاذ المقاوم للصدأ القطب. التماس، بالمناسبة، تبين أن أكثر نوعية من عند استخدام الأقطاب الموصى بها.
على اختيار الأقطاب لحام مع جهاز العاكس، اقرأ هنا.
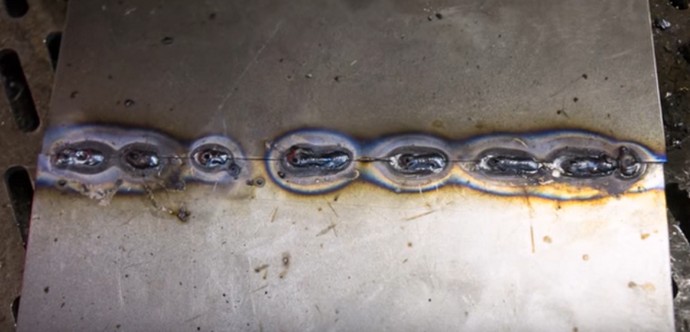
إذا لحام من المعدن الرفيع لا يتطلب إنشاء لحام المستمر، واستخدام لحام بقعة. مع هذا الأسلوب من لحام بوثولدرز حجم صغير هي مسافة قصيرة واحدة بالقرب من الآخر. وتسمى هذه الطريقة التماس متقطعة.

لذلك يبدو وكأنه غرزة مكسورة على معدن رقيق
بشكل عام، لحام اللحام رقيقة خيرة الثابت. اللفة هي أبسط: التفاصيل ليست محموما وهناك فرصة أقل أن كل شيء سوف “يؤدي”.
عند اللحام نهاية معدنية رقيقة إلى نهاية، سلك رقيقة مع قطرها 2.5-3.5 ملم يمكن وضعها بين الأوراق (فمن الممكن للتغلب على طلاء على الأقطاب التالفة واستخدامها). يتم وضعها بحيث من الجانب الأمامي هو دافق مع سطح المعدن، ومن خنزير كان تقريبا نصف قطرها. عند اللحام، يقود القوس على طول هذا السلك. فإنه يأخذ الحمل الحراري الأساسي، ويتم تسخين صفائح معدنية ملحومة بواسطة التيارات الطرفية. وفي الوقت نفسه، فإنها لا تسخن، وأنها لا تشوه، التماس يتحول على نحو سلس، دون علامات ارتفاع درجة الحرارة. بعد إزالة السلك، فمن الصعب أن نرى آثار ما كانت تقدم.

لذلك يبدو وكأنه التماس عند لحام معدن رقيقة مع نهاية بعقب مع سلك الحرارية
طريقة أخرى – وضع لوحات النحاس تحت المفصل. النحاس لديه الموصلية الحرارية عالية جدا – 7-8 مرات أعلى من الصلب. مخزنة تحت مكان اللحام، فإنه يأخذ كمية كبيرة من الحرارة، وليس السماح المحموم من المعدن. وتسمى هذه الطريقة لحام المعادن رقيقة “مع منصات الإفراج الحرارة”.
كيفية لحام شجرة من المعادن قراءة هنا. ربما كنت سوف تكون مهتمة لقراءة كيفية جعل برازييه من اسطوانة الغاز أو المعدن؟ الشيء ضروري لتطوير اللحام، أيضا.
الصلب المجلفن – نفس ورقة رقيقة، مغطاة فقط مع طبقة من الزنك. إذا كنت بحاجة إلى لحام، على حواف لحام فمن الضروري لإزالة هذا الطلاء تماما، لتنظيف الصلب. هناك عدة طرق. الأولى – لإزالة ميكانيكيا: دائرة جلخ على البلغارية أو آلة الرملي، ورق الصنفرة وفرشاة معدنية. هناك طريقة أخرى – حرق مع لحام. في هذه الحالة، يمر الكهربائي مرتين على طول التماس. في هذه الحالة، تبخر الزنك (يتبخر عند 900 درجة مئوية)، وبخاره سامة جدا. لذلك يمكن القيام بهذه الأعمال إما في الشارع، أو إذا كان هناك غطاء محرك السيارة في مكان العمل. بعد كل تمرير تحتاج إلى نهدم تدفق.

فمن الأفضل لحام اللحام في الهواء الطلق: تبخر الزنك ضار جدا
بعد إزالة كاملة من الزنك، لحام نفسه يبدأ. عند لحام الأنابيب المجلفنة للحصول على لحام جيدة، وسوف تكون هناك حاجة ممرين مع أقطاب مختلفة. يتم ملحومة غرزة الأولى مع أقطاب الروتيل المغلفة، على سبيل المثال، مر-3، أنو-4، أوز-4. في هذه الحالة، التذبذبات لديها سعة صغيرة جدا. العلوي التماس – تواجه أوسع. وهو يساوي تقريبا ثلاثة أقطار إليكترود. من المهم عدم التسرع وتغلي جيدا. يستخدم هذا المقطع مع الأقطاب الكهربائية مع طلاء الأساسية (على سبيل المثال، سسي-13/55، أوني -13 / 45، دسك-50).
كيفية تغلي القطب المعدني رقيقة. عملية بواسطة العاكس
اختراع آلة لحام تبسيط كبير عملية الانضمام الكائنات المعدنية. عند العمل مع الشغل رقيقة، مبتدئين قد تواجه بعض الصعوبات.
وينبغي أن يتم لحام المعادن رقيقة بواسطة القطب بها مع استخدام آلات اللحام، والتي
والسماح لتنفيذ هذه العملية دون تشوه وحرق من خلال ورقة رقيقة.
لمنع المعدن من حرق بها، وينبغي أن يتم لحام في أسرع وقت ممكن. يتم إجراء القطب مرة واحدة على طول التماس، دون تأخير. من أجل لحام ورقة معدنية رقيقة دون مشاكل، فمن الضروري، إلى أقصى حد ممكن، للحد من التشغيل الحالية.

العاكس، الذي يستخدم لهذا الغرض، يجب أن يكون التكيف السلس من انتاج الطاقة. من أجل تجنب المشاكل مع اشتعال القوس، يتم استخدام الأجهزة التي لا تحمل الجهد لا يقل عن 70 V.
عند القيام بالعمل، ينبغي إيلاء الاهتمام للهندسة من ورقة رقيقة، والتي يمكن أن تتغير خلال التدفئة قوية. لمفصل بعقب موثوق بها، فمن الضروري لتنظيف حواف المواد من الصدأ. وينبغي أيضا محاذاة الشغل، إذا لزم الأمر وآمنة. فقط ورقة نظيفة وحتى المعدنية، والحصول على الجودة المطلوبة من الأسطح الملحومة.
عندما يتم الانتهاء من الأعمال التحضيرية، يتم التقاط المنتجات الملحومة كل 7-10 سم، وفقط ثم يتم الانتهاء من المشترك النهائي للمادة.
إذا كان من الضروري لجعل اتصال اثنين من صفائح رقيقة تتداخل، ثم مثل هذا الخيار لحام يسمح باستخدام تيار أكبر، في حين أن المظاهر السلبية لدرجات الحرارة العالية على الأسطح الملحومة تقلص إلى حد كبير. وينخفض احتمالية المواد المحترقة عدة مرات، ولا يلاحظ عمليا التغير في الهندسة.
من أجل التقليل إلى أدنى حد من تأثير ارتفاع درجة الحرارة على المعدن أن تقسم أو ملفوفة، ورقة من النحاس يجب وضعها تحت ذلك. هذه المادة يزيل تماما الحرارة الزائدة من سطح ملحومة، وبالتالي منع حدوث وارباج وغيرها من المظاهر السلبية للتوسع في درجة الحرارة من الأسطح الملحومة. في بعض الأحيان، لنفس الغرض، يتم استخدام سلك الذي يناسب في تقاطع من اثنين من المعادن.
لحام العاكس معدنية رقيقة، ويسمح لك لأداء هذه العملية مع استخدام قطبية عكسية. في هذه الحالة، “-” هو متصل لحام المعادن، و “+ 9raquo؛ إلى حامل القطب.

هذه التقنية من اللحام الكهربائي يسمح للحد من احتمال تشوه وحرق التدريجي من منتج معدني. مع القطبية العكسية، القطب يسخن أكثر بكثير من المعدن يجري توصيل، لذلك فمن الممكن لتنفيذ العمل على اتصال بأكبر قدر ممكن من الكفاءة.
للحصول على جودة لحام، فمن الضروري استخدام أقطاب رقيقة بقطر لا يزيد عن 2 مم. استخدام المنتجات التي لديها معدل ذوبان عالية. هذه الجودة تسمح لحام الهياكل رقيقة مع التيار المنخفض، والتي سوف تؤثر بشكل إيجابي على جودة التماس الملحومة.

وينبغي أن يتم لحام صفائح رقيقة من قبل العاكس من قبل حركة سلسة من القطب. من أجل عدم حرق المنتج وجعل لحام على نحو سلس، فمن الضروري وضع القطب في غضون 45-90 درجة إلى سطح ملحومة. ومن الأفضل أن يتم الاتصال مع زاوية إلى الأمام.
مستوى الاتصال يعتمد على نوعية الأقطاب المستخدمة. يجب أن تكون أقطاب اللحام العاكس المعدني الرفيع ذات نوعية جيدة ويفضل أن تكون من الإنتاج المستورد.
فيديو: تظهر الحيل البسيطة في التداخل والمفصل.
مزايا لحام الشغل رقيقة العاكس
هذا الأسلوب يجعل من الممكن لأداء اتصال نوعي من معدن رقيقة. إذا تم تنفيذ أعمال لحام من قبل المهنية، لا يوجد أي تشوه في درجة الحرارة والمنتج سيكون لها مظهر جمالي. مع تيار مستمر، يمكن طهي المنتجات رقيقة مع تيار أصغر، وبالتالي فإن احتمال حرق في هو انخفاض كبير.
التحكم في المعالجات الدقيقة من مثل هذا الجهاز يسمح القضاء على “حفر” 9raquo. وفشل الجهد، وتوليد تيار مثالي في الإخراج الذي هو مناسبة لعمليات اللحام.
العيب الوحيد من استخدام العاكس هو عملية غير مستقرة في انخفاض درجة حرارة الهواء. حتى الأجهزة عالية الجودة في درجات حرارة دون الصفر تفشل.
ملامح رقيقة لحام الجلفنة
إذا كان من الضروري لحام الصلب المجلفن، وسوف يكون من الضروري لتنظيف تماما حواف المعدن المستعبدين من طبقة الزنك. يمكن إزالة طبقة الزنك باستخدام آلة طحن أو يدويا.
يمكنك حرق حواف المعدن مع لحام، ولكن في هذه الحالة، تحتاج إلى توخي الحذر. أبخرة الزنك سامة جدا ويمكن أن تسمم عن طريق الاستنشاق. وينبغي أن يتم العمل فقط مع غطاء محرك السيارة مصممة بشكل صحيح، أو طهي المنتج في الهواء الطلق.
نحن فرز كيف لطهي العاكس المعادن رقيقة. والشيء الرئيسي هو إعداد بشكل صحيح الشغل، ورسم قبالة درجة الحرارة الزائدة، والتقاط الأقطاب، وتعيين الحالي ويمكنك البدء في العمل.
أثناء الاتصال، فمن الضروري لمراقبة بعناية نوعية التماس، في الوقت المناسب لتمزيق القطب للحظة، بحيث لا يحدث الإرهاق، واستخدام لوحات إزالة الحرارة أو الأسلاك. فقط الممارسة سوف تساعد في اتقان العملية.
كيفية غلي معدن رقيقة
من الصلب غير سميكة، يتم إجراء العديد من التصاميم. هذه هي أجسام السيارات، حاويات للسوائل، وأنابيب قطرها صغير. في المؤسسات لحام من صفائح رقيقة من المعدن يتم من قبل الأجهزة الخاصة توفير اتصال الأمثل. ولكن كيف لحام هذه المواد في الحياة اليومية؟ ما الأقطاب تعمل؟ على ما وسائط الجهاز لإجراء التماس؟ لحام العاكس من المعادن رقيقة سوف تكون ناجحة إذا كنت تعرف الأجوبة على هذه الأسئلة، وكذلك مشاهدة الفيديو المقابلة.

ملامح العمل مع الحديد ورقة
ليس كل لحام قادرون على لحام صفائح الصلب 1-1.5 مم. وهذا يتطلب معرفة ومهارات معينة. ولكن إذا كنت المثابرة وممارسة، وأيضا دراسة شريط فيديو حول كيفية غلي العاكس المعادن رقيقة، يمكنك تحقيق نجاح كبير.
لحام المعادن الرفيعة معقد بسبب العوامل التالية:
- علامات الحرق. منذ المواد لتكون ملحومة رقيقة نوعا ما، فإنه غالبا ما يكون من خلال الثقوب. هذا هو الخطأ الأكثر شيوعا من اللحام المبتدئين. يتم تحديد السبب غير صحيحة الحالية وبطيئة خياطة.
- عدم الاختراق. ترغب في تجنب أول عيب، لحام و هرعت جدا عند تمرير المشترك، وليس هناك أماكن المطبوخة. هذا يفسد ضيق المفصل، ويجعل المنتج غير مناسب للتعامل مع السوائل. في كسر وكسر المقاومة هي أيضا صغيرة. الإعدادات الصحيحة من العاكس واختيار الأقطاب تساعد في حل الوضع.
- الغمر من الجانب الخلفي. ويرافق لحام الصفائح المعدنية مشكلة شائعة أخرى – لفات بارزة على الجانب العكسي من السطح. من الجزء الأمامي من المنتج لديه التماس على نحو سلس، دون المسام والشقوق، ولكن المعدن المنصهر من بركة لحام، في إطار العمل من الجاذبية، ويدفع خياطة إلى الجانب الآخر. يتم حل الوضع عن طريق ركائز خاصة أو انخفاض في القوة الحالية، وعن طريق تغيير تقنية خياطة.
- تشوه الهيكل. ورقة الصلب بسرعة يسخن، الأمر الذي يؤدي إلى توسع المكون بين الجزيئات. يبدأ البناء في التمدد في منطقة التدفئة. وبما أن حواف المنتج تبقى باردة، فإن السطح مغطى بالأمواج أو الانحناء العام. على المنتجات غير الحرجة، تشكيل الباردة مع المطارق المطاطية هو ممكن. ولكن إذا لم يكن هناك مثل هذا الاحتمال، ثم يتم تطبيق التناوب معين من خياطة على طول كامل.
للتعامل بنجاح مع هذا العمل، فمن المهم اختيار الأقطاب الصحيحة للمعادن رقيقة. منذ يتم لحام خارج في التيارات المنخفضة، واستخدام الأقطاب الكهربائية التي يبلغ قطرها 4 و 5 ملم سوف “خنق” القوس الكهربائي، ومنعها من حرق عادة.
الخيار الأمثل للانضمام المعادن رقيقة هي أقطاب قطرها 2-3 ملم. قوس اللحام سوف تكون ناجحة إذا كنت قبل– كالسيفي الاستهلاكية عند درجة حرارة 170 درجة. وهذا سوف يسمح للطلاء أن تذوب بالتساوي، دون التدخل في التلاعب في القوس وتشكيل التماس.
أقطاب لحام المعادن رقيقة يجب أن يكون طلاء ذات جودة عالية. تكنولوجيا العمل مع ورقة الصلب يعني القوس المتقطع، الذي القطب يكسر لفترة وجيزة من حمام اللحام. إذا كان الطلاء هو حراري، والنتيجة ستكون تشكيل نوع من “الذروة” في نهاية القطب، والتي تتداخل مع الاتصال مع السطح وتجديد القوس.
وسائط آلة واللحام المعلمات
ويعرف لحامون ذوي الخبرة كيفية طهي المعادن رقيقة، وذلك بفضل لاختبار مجموعة متنوعة من إعدادات الجهاز. ونتيجة لذلك، تم العثور على المعلمات المثلى التي هي مناسبة تماما لهذا النوع من العمل. إليك الإعدادات الأساسية:
اللحام الحالي مهم لإنشاء أقل من عند العمل مع لوحات سميكة. وهذا سوف يساعد على تجنب الحروق والبقع. العاكسون، والتي تسمح لطهي الطعام مع الجهد المتغير، ولكن مع ارتفاع وتيرة، وكذلك أجهزة دس، أثبتت نفسها في هذا المجال.
إذا كانت إعدادات الوحدة تسمح بتحديد مستوى الجهد االفتتاحي، فاستخدم هذا وقم بتعيين قيمة أقل) حوالي 20٪ (من تيار التشغيل. وهذا لن يسمح للموقع أن تضيع في بداية اشتعال قوس وسوف تساعد على بدء اللحام على الفور في تقاطع. إذا لم يتم تنظيم تيار البدء، فمن الممكن لإشعال القطب على سطح سميك، ومن ثم نقله إلى المفصل.
لحام المعادن رقيقة ينطوي على العمل على التيارات الصغيرة. وللقیام بذلك، یجب أن تحافظ إعدادات العاکس علی قیم التشغیل للأمیتر عند مستوى 10-30 أ. إذا کانت القیمة الدنیا للتنظیم أعلی من ھذه المعلمات، فإن خفض القوة الحالیة یکون ممکنا بمقاومة إضافیة في الدائرة. للقيام بذلك، يتم استخدام الربيع مصنوعة من الصلب عالية الكربون، وضعت بين المنتج وكابل الشامل. وسوف يساعد أيضا تثبيت الصابورة إضافية، مما يقلل من الحالية إلى المستوى المطلوب.
إذا دعمت إعدادات الجهاز تشغيل وضع النبض، ثم يمكنك استخدام هذا. يتم لحام الصلب رقيقة بشكل خاص مع قوس متقطع. فإن التيار دفعة تلقائيا كسر قوس، والسماح للمعادن تبرد.
لحام الحديد ورقة يتطلب إمدادات كافية من حواف لوحات إلى بعضها البعض. الربط في المفصل غالبا ما يؤدي إلى الحروق، ومناسبة فقط لحاملي ذوي الخبرة. إذا كان ذلك ممكنا، فإنه يستحق وضع لوحات التداخل. وهذا سيخلق بعض الأساس للمعادن اللحام، وسوف لا تسمح المنتج كله أن تحرق. يتم توجيه القطب في هذه الحالة أساسا إلى لوحة السفلى، لأن موقف مختلف سيؤدي إلى تقويض الجانب العلوي.
عند الانضمام إلى المفصل، لا يتم تنفيذ قطع الحواف. تحتاج إلى فجوة أيضا. فمن الضروري لتشديد نهايات الأجزاء كما بإحكام ممكن وأداء المسامير. الأقطاب المنخفضة الحالية والرقيقة تجعل العمل أسهل بكثير. ثم يمكنك طهي بطرق عديدة:
- لتعيين التيار المنخفض وقيادة بسرعة التماس دون الحركات تتأرجح، بدقة على طول خط الاتصال.
- رفع الحالي أعلى قليلا، ولكن يؤدي التماس في قوس متقطع، وإعطاء الوقت المعدني لتبرد، قبل “جزء” آخر من المضافة.
- طهي الأساليب المذكورة أعلاه، ولكن باستخدام الركيزة الخاصة، للحفاظ على منطقة ساخنة وتجنب السقوط من خلال. الجدول المعدني هنا لا يصلح، لأن المنتج يمكن لحام جزئيا لذلك. بديل جيد هو بطانة الجرافيت.
- لمنع تشوه شديد، غرزة غرزة في ترتيب متداخلة، أو في أقسام صغيرة (100 مم لكل منهما). مع هذه الطريقة الأخيرة، يجب أن تكتمل التماس المقبل في بداية التماس السابقة. وهذا يسمح لتسخين المنتج بالتساوي على طول كامل، وتقليل التشوه.
اللحام هو قوس قصير، والذي يسمح لك لتشكيل بسرعة التماس وتجنب ارتفاع درجة حرارة الموقع. زيادة المسافة بين نهاية القطب والسطح، بصريا لا تسمح حروق من لوحة، ولكن لا يساهم في تشكيل الأسطوانة اللحام. يقام الكهربائي بزاوية 45 درجة، أو يميل إلى الجانب. يجب تجنب زاوية مباشرة، لأنه يؤدي إلى الحروق.
بالإضافة إلى العاكسون، طريقة اللحام شبه التلقائي هو أيضا مناسبة، وخصوصا عند العمل مع أجسام السيارات. والميزة هي أنه ليس من الضروري تغيير القطب، لأن يتم تغذية الأسلاك بشكل مستمر. هذا يسرع إلى حد كبير العملية برمتها للمشاريع الكبيرة. المسافة بين المنتج وسادة التدفئة هو أسهل للسيطرة، لأنه لا يوجد جزء قابل للاحتراق من القطب. فمن الأسهل لحاملي المبتدئين لإتقان هذه الطريقة.
لحام شبه التلقائي يسمح العمل مع صفائح الصلب أرق بسبب استخدام 0.8 مم الأسلاك. ولكن هذه المعدات ليست دائما متوفرة في الحياة اليومية، وبالتالي فإن طريقة العاكس يبقى في الطلب. بعد النظر في هذه النصائح، يصبح من الواضح كيفية لحام بشكل صحيح رقيقة معدنية. سوف أشرطة الفيديو إضافية حول العمل مع العاكس وشبه التلقائي يساعد على تعزيز المعرفة والبدء في ممارسة.







يسمح بنسخ المواد فقط مع الإشارة إلى ارتباط نشط بالمصدر.